メッキ加工、金属の表面処理加工の製造加工致します。硬質クロム、硬質アルマイト、テフロン処理加工、無電解ニッケルメッキのことならお任せ下さい
![]()
- 文字サイズ


































-
 三和メッキ工業株式会社HOME
三和メッキ工業株式会社HOME
- アルマイト加工(処理)
アルマイト加工(処理)
アルマイト加工(処理)とは、アルミニウムを陽極として電解処理を行い、耐久性の高い酸化皮膜を生成する表面処理のことです。
アルミニウムは軽くて加工しやすい一方で、傷がつきやすく錆びやすい特徴があります。その傷が原因で化学反応が起き製品が腐食することもあります。このようなアルミニウムの弱点を補うためにアルマイト加工(処理)が施されます。
アルマイト加工(処理)によってアルミニウム表面に酸化皮膜を作ると、耐腐食性や耐摩耗性に優れた丈夫なアルミニウムを作ることが可能です。アルマイト加工(処理)の方法には、白アルマイト加工(処理)、硬質アルマイト処理、テフロン硬質アルマイト処理、着色アルマイト処理(カラーアルマイト)という4つの方法があります。それぞれの違いについて理解し、製品の使用環境や目的に応じて適切なアルマイト加工(処理)(処理)を行うことが重要です。
目次
- 1アルマイト加工(処理)の起源
- 2アルマイト加工(処理)の原理
- 3アルマイト加工(処理)の特徴
- 4白アルマイト加工(処理)
- 5硬質アルマイト処理
- 6テフロン硬質アルマイト処理
- 7着色アルマイト処理(カラーアルマイト)
- 8アルマイト加工(処理)のメリット・デメリット
- 9メッキとの違い
- 10アルマイト加工(処理)の皮膜特性について
- 11アルマイト処理液について
- 12材質とアルマイト加工(処理)の関係性
- 13アルマイト加工(処理)の工程
- 14アルマイト加工(処理)製品の用途
- 15アルマイト加工(処理)の事例
- 16種類、等級及び記号について
- 17JIS(専門用語)
- 18英語表記
- 19まとめ
- 20アルマイト加工(処理)に関する技術レポート
アルマイト加工(処理)の原理
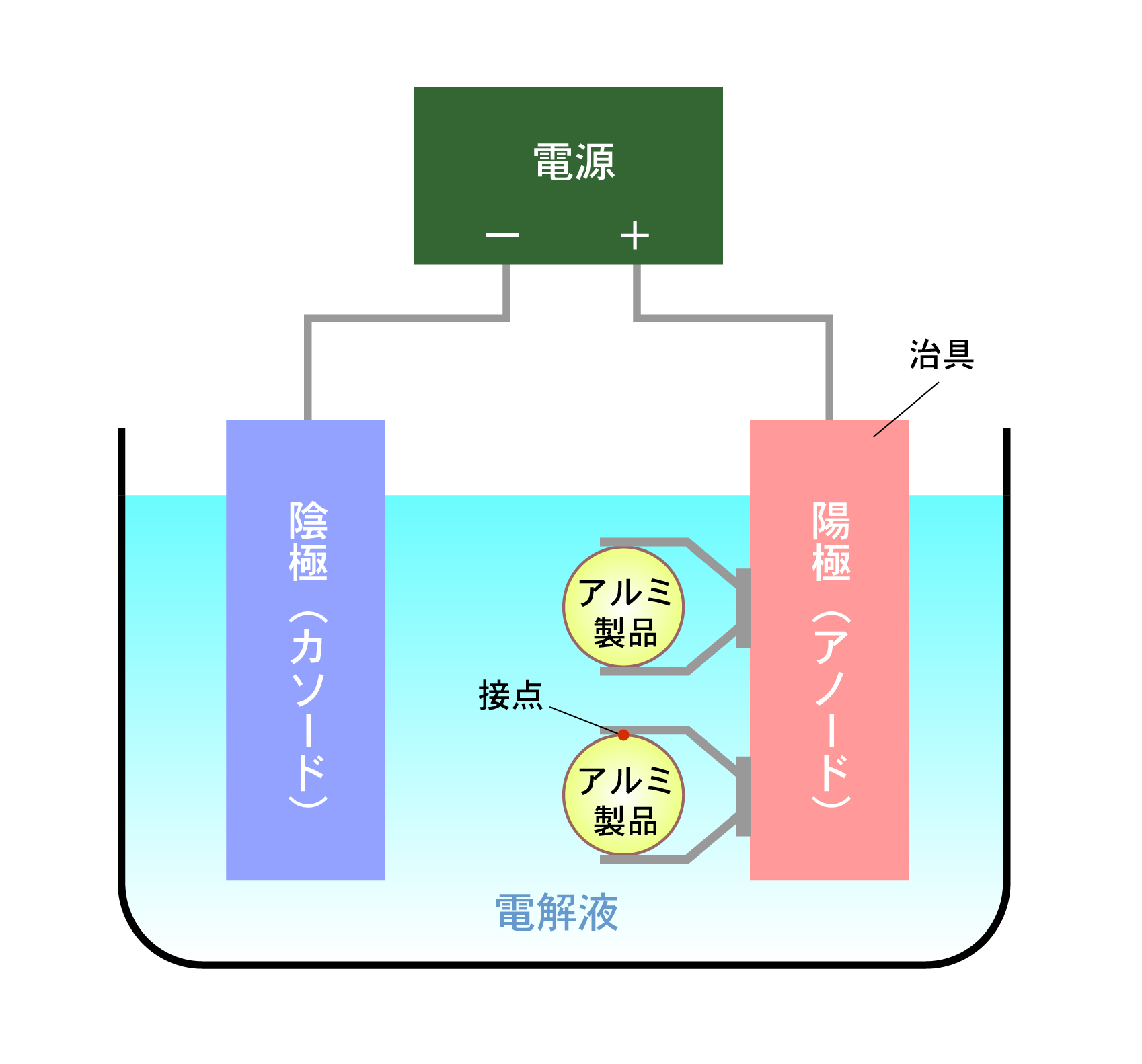
アルマイト加工(処理)は、電解質溶液中にアルミニウムを浸し、アルミニウムを陽極(正極)として電気を流します。すると溶液中で電気分解が進み、液中で発生した酸素と結合してアルミニウムの表面に酸化アルミニウムの皮膜が生成されます。
アルマイト加工(処理)の反応式
硫酸などの溶液中にアルミニウムを浸して電気を流すと、表面のアルミニウム(AI)が溶解(浸透)し、同時に酸化皮膜が成長します。時間の経過とともに、セルと呼ばれる立体構造を形成していくのです。
反応式:
- AI
- Al3++3e
- H₂O
- O2-+2H+
- 2Al3++3O2-
- Al2O3
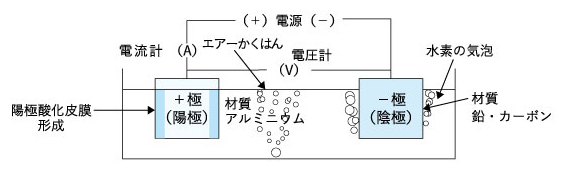
- 空気中には自然酸化皮膜として、2nm程度の酸化皮膜がある
- 電解液中でバリヤー層(酸化皮膜)が成長する
- 硫酸イオン(シュウ酸イオンなど)が内部に入り、局部的に皮膜が硫酸アルミニウム(シュウ酸など)となって溶出し、表面に無数の孔(ポア)が発生する。
- 酸化反応と皮膜の溶出反応とが同時に進行し孔(ポア)が下がるので絶縁層を形成し始める。
- 絶縁体となり孔(ポア)の成長が止まる。酸化皮膜は、1/2とアルミ素材に浸透する。
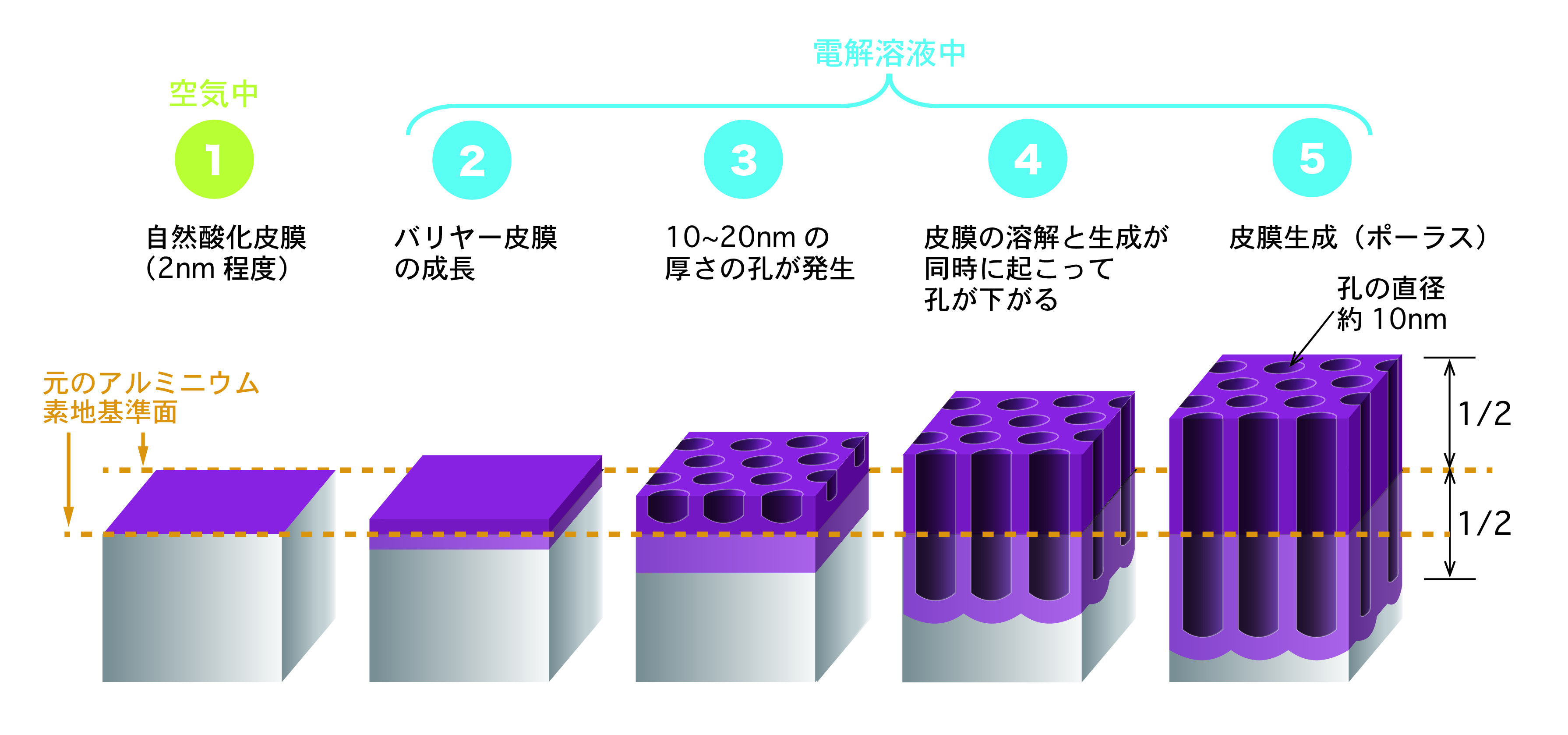
ちなみに、アルマイトの皮膜構造は、次のようなハニカム構造をしています。
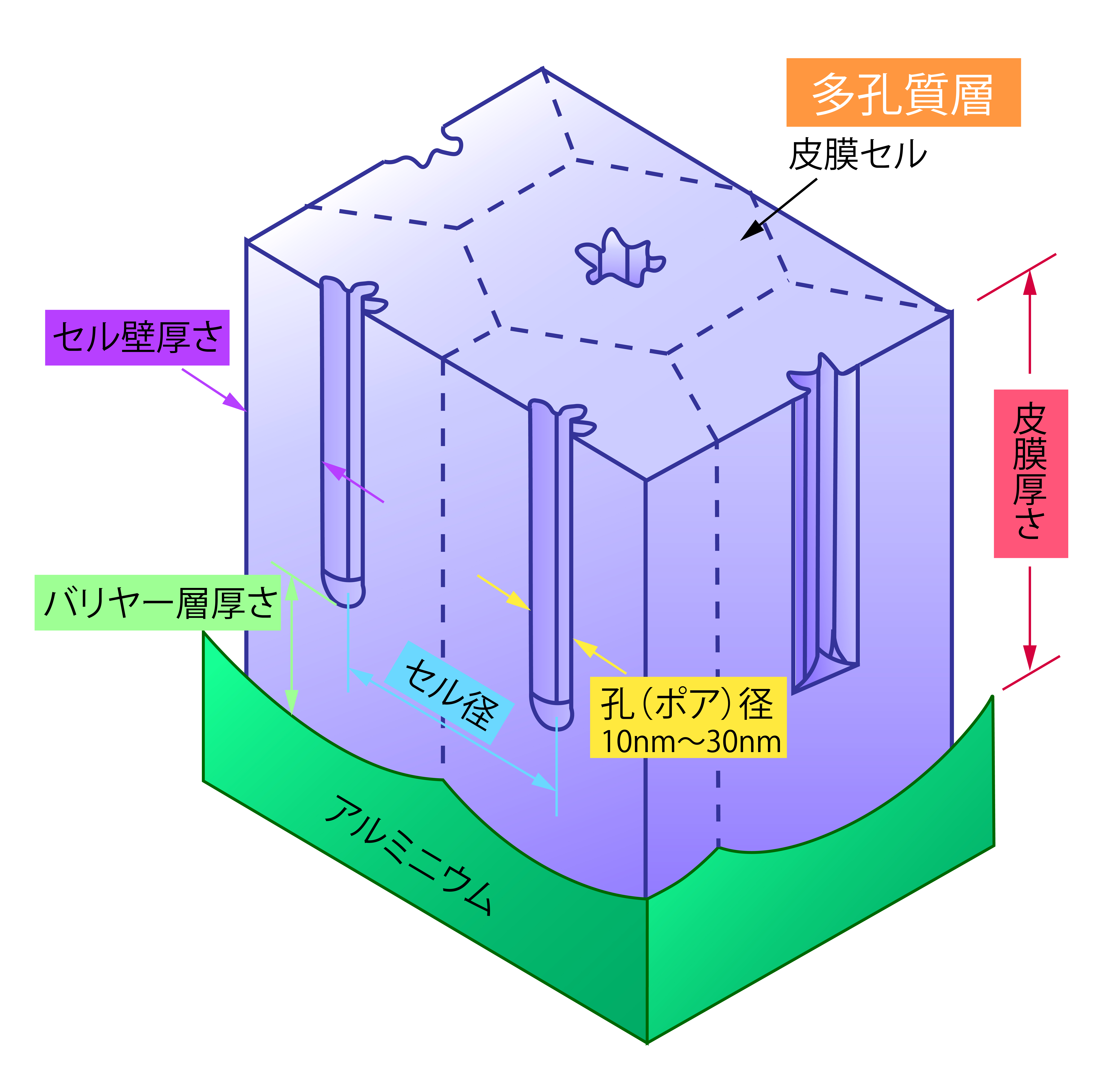
【アルマイトの拡大画像】
アルマイト加工(処理)の特徴
アルマイト加工(処理)には、次の4つの特徴があります。
耐食性が向上する
アルミニウムは鉄や銅などの金属よりもイオン化傾向の高い金属です。水や酸素などさまざまな化学物質と反応するため腐食しやすい欠点があります。
アルミニウムの表面にアルマイト加工(処理)で酸化皮膜を作ると腐食しやすい欠点を補うことができ、耐食性が向上します。
硬度や耐摩耗性が向上する
アルミニウムの硬さはHv20〜150(合金によって異なる)程度です。アルマイト加工(処理)をすると、硬度がHv200以上程度まで上昇するため、耐摩耗性が向上します。
電気絶縁性が高くなる
アルミニウムは金属なので電気を通します。
アルマイト加工(処理)によって生成された酸化皮膜は電気を通さない性質があるため、絶縁性を高くすることが可能です。
着色できる
アルマイト加工(処理)によって生成される酸化皮膜は無色透明です。皮膜は多孔質、繊維状になるため、染料により酸化皮膜に着色することができます。
白アルマイト加工(処理)
白アルマイト加工(処理)とは、無色アルマイト加工(処理)のことを言います。
一般的にアルマイト加工(処理)と言われる時は、この白アルマイト加工(処理)のことだと考えてください。
生成される酸化皮膜の色は、基本的には無色透明です。材質によっては自然発色するため、やや黄色を帯びた色やグレー系になる場合があります。
アルマイト業者や素材、アルマイト処理液によって色味には若干の違いが出るのが特徴です。
白アルマイト加工(処理)の特徴
白アルマイト加工(処理)の特徴としては、次のような3つの特徴があります。
- 耐食性が上がる
- 均一な皮膜が出来る
- 電気絶縁性のある皮膜が出来る
耐食性が向上する
アルマイト加工(処理)を施すことで耐食性が向上します。酸やアルカリなどの腐食性物質に対して優れた耐性を持ち、さまざまな産業分野での利用が可能になります。
均一な皮膜が形成される
白アルマイト加工によって得られた皮膜は、均一性に優れています。
電気絶縁性のある皮膜が形成される
アルミニウムは金属なので電気を通します。白アルマイト加工によって生成された酸化皮膜は電気を通さない性質があるため、絶縁性を高くすることが可能です。
白アルマイト加工(処理)の別名称
- ホワイトアルマイト
- 一般的な白アルマイト加工(処理)のことを指します。
- クリアアルマイト
- アルマイト処理後にクリア塗装をする処理のことです。光沢が出て高級感が出るうえ、さらに耐食性・耐候性に優れた素材になります。
- アノダイズド
- アルマイト加工(処理)と同じ意味です。日本国内では「アルマイト」の名称が一般的です。
硬質アルマイト処理
硬質アルマイト処理とは、アルマイト加工(処理)のうち、10℃以下(0〜5℃)の低温の処理液で厚いアルマイト皮膜を生成し、高硬度かつ耐摩耗性に優れた皮膜を作る処理のことをいいます。
硬質アルマイト皮膜の多くは50μm程度の厚さが一般的です。白アルマイト加工(処理)の皮膜は5〜25μm程度ですが、硬質アルマイト加工(処理)は50μm程度となります。素材の性質が皮膜性能の差となって現れてきます。
| アルマイト加工(処理) | 硬質アルマイト処理 | |
|---|---|---|
| 色 | シルバー(白) | グレー、褐色 |
| 硬度 | Hv200前後 | Hv400〜 |
| 皮膜の厚さ | 5〜25μm | 50μm程度 |
硬質アルマイト処理の特徴
硬質アルマイト処理の特徴は次のような5つがあります。
- 硬度が高い
- 膜厚50μm厚以上で処理できる
- 耐摩耗性が向上する
- 耐電圧性が向上する
- 絶縁性が向上する
硬度が高い
Hv450〜500程度の高硬度皮膜が一般的です。材質により柔らかいものもあります。
膜厚50μm厚以上で処理できる
素材により30〜100µm厚まで処理が可能です。これは白アルマイト加工(処理)にはない特徴です。
耐摩耗性が向上する
通常の白アルマイト加工(処理)よりも厚い層を形成できるため、耐摩耗性が向上します。
耐電圧性が向上する
通常の白アルマイト加工(処理)よりも厚い層を形成できるため、耐電圧性が向上します。
絶縁性が向上する
通常の白アルマイト加工(処理)でも1012〜1014Ω・cmの優れた絶縁皮膜ですが、硬質アルマイト処理を施すことでさらに絶縁性が向上します。
上記のように、膜厚を厚くできることや、耐電圧性の向上などは白アルマイト加工(処理)にはない特徴となります。
硬質アルマイト処理の別名称
- ハードアルマイト処理
- 硬質アルマイト処理と同じ意味です。
- ハードアノダイズド
- 硬質アルマイト処理と同じ意味です。フライパンなどに「ハードアノダイズド加工」と表記されていることがあります。これは硬質アルマイト加工を施しているということです。
着色アルマイト処理(カラーアルマイト)
着色アルマイト処理(カラーアルマイト)とは、アルマイト加工(処理)後、表面にできる孔(ポア)に有機染料、無機化合物などを吸着させて染色する方法です。この処理により、さまざまなカラーリングが可能となります。
アルマイト加工(処理)後、金属塩を溶解した浴中で電解を行って、金属または金属化合物を皮膜孔中に析出させて着色する方法もあります。これを電解着色と呼びます。
着色アルマイト処理(カラーアルマイト)の特徴
着色アルマイト処理(カラーアルマイト)には、以下の特徴があります。
- 外観性の向上
- 放熱性の向上
- 光の反射を防止
外観性の向上
さまざまなカラーで着色できるため、外観性を向上させることができます。
放熱性の向上
通常のアルマイト加工(処理)に着色をすることで表面状態を変えるため輻射率が上がり、放熱性が向上します。
光の反射を防止
艶消し着色アルマイト処理で、光の反射を防止することができます。
美しい彩色を施すことで製品の外観を改善できる特徴を活かして、生活用品や調理器具、スポーツ用具、パソコンなど、さまざまな製品に活用されています。
アルマイト加工(処理)のメリット・デメリット
アルマイト加工(処理)におけるメリット・デメリットをまとめました。
アルマイト加工(処理)のメリット
| 耐食性の向上 | アルマイト加工(処理)によって形成される酸化皮膜は、金属表面を保護するバリア層となり、金属表面を腐食から保護します。表面は均一な皮膜となり、耐食性が向上します。 |
|---|---|
| 耐摩耗性の向上 | アルミニウムの硬度はHv20〜150(合金によって異なる)ですが、アルマイト加工(処理)によってHv200以上の硬度に高めることができます。これにより部品や機械の摩耗や傷の発生を減らし、表面の耐摩耗性・耐久性の向上が可能です。 |
| 放熱性の向上 | アルミニウムには熱をよく伝える性質があります。アルマイト加工(処理)をすることで、熱伝導率はアルミニウムの3分の1まで低くすることが可能です。 |
| 絶縁性の向上 | アルミニウムは金属なので電気を通します。アルマイト皮膜は電気を通さない性質のため、絶縁性が向上します。 |
| 装飾性の向上 | アルマイト加工(処理)によって形成される酸化皮膜は多孔質構造を持っており、色素を含浸させることができます。多彩なカラーバリエーションを楽しめるため、装飾性が向上します。 |
アルマイト加工(処理)のデメリット
| 耐熱性が低い | アルミニウムと比較すると、アルマイト皮膜の熱伝導率は3分の1まで低くなり、耐熱性が低くなります。100℃以上でクラックや剥がれが生じる可能性があり、注意が必要です。 |
|---|---|
| 柔軟性がない | アルマイト皮膜は硬度が高い一方で柔軟性がなく、衝撃やひずみに対しては脆くなります。アルマイト皮膜の部材を曲げて加工すると、割れや剥離が発生する可能性があります。 |
| 均一形成が難しい | アルマイト皮膜は非均一な厚さや組成を持つ場合があります。凹凸のある表面や複雑な形状を持つ部品では、酸化皮膜の厚さや品質の均一性を保つことが難しい場合があります。 |
| 追加工が難しい | アルマイト加工(処理)後の表面は酸化皮膜で覆われており、その上に塗装やプリントなどの追加処理を施すことは困難です。酸化皮膜の密着性が高いため、追加工する際には酸化皮膜の剥離や傷の発生に注意する必要があります。 |
| 強酸・強アルカリ性に弱い | 強酸や強アルカリ、あるいは長時間の曝露によって、酸化皮膜の組成や構造が変化し、溶解や劣化が発生します。 |
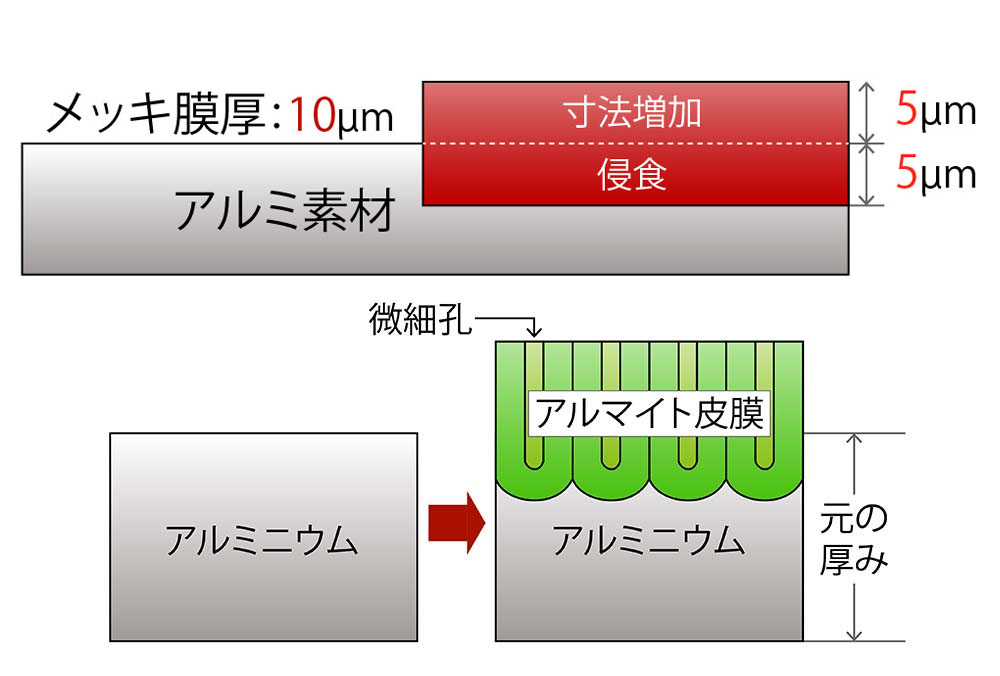
メッキとの違い
表面に皮膜を作る処理のため、メッキと同じと思われることもありますが、「メッキ」と「アルマイト加工(処理)」は全く別ものです。
メッキは、表面に金属の膜をつける処理で、メッキしたいものを陰極にすることで、製品の上に異種金属の膜が重なりメッキ層を形成します。

一方、アルマイト加工(処理)は、皮膜の半分がアルミニウムの素地に浸透し、残りの半分がアルミニウムから形成されます。そのため、下へ浸透した皮膜の分、元のアルミニウム部分の厚みが変わります。
アルマイト加工(処理)の皮膜特性について
アルマイト加工(処理)の皮膜特性についてご紹介します。
自然発色皮膜である
電解液の種類やアルミニウム合金の種類によっては、アルマイト加工(処理)時に皮膜自体が自然に発色します。
透明性がある
アルマイト皮膜は、他の方法で得られる皮膜と比較して透明度が高く、多くのアルミニウム合金に適しています。また、アルマイト加工(処理)前に化学研磨などの光輝仕上げを行った後の皮膜としても最適です。
熱伝導率が低い
皮膜の熱伝導率は市販の純アルミニウム材の約1/3(66.98w/h/m/K(0.16cal/cm.sec.deg)程度です。熱伝導率の低さを利用して、さまざまな製品に遮熱用として100µm以上の硬質皮膜を処理することがあります。
皮膜の熱膨張係数
アルマイト皮膜の熱膨張係数は、4.5×10‾6/degです。
| 素材 | 線膨張率(1/℃) |
|---|---|
| 亜鉛 | 30.2×10 |
| アルミニウム | 23.1×10 |
| 真鍮 | 17.5×10 |
| 銅 | 16.5×10-6 |
| 金 | 14.3×10- |
| ニッケル | 12.8×10-6 |
| 鉄 | 11.8×10-6 |
耐食性に優れている
酸化アルミニウムは両性金属酸化物です。すなわち、強酸やアルカリの環境では化学反応により腐食が発生します。中性の環境では比較的安定するため、耐食性に優れています。
使用環境に応じて、皮膜の種類や厚さを適切に選択することが大切です。
下記の表に、化学薬品や食料品、飲料などに対するアルマイト皮膜の耐食性をご紹介します。
| 対象 | 評価 | 対象 | 評価 |
|---|---|---|---|
| 水 | A | 酢酸アミル | A |
| 井戸水 | A | アミルアルコール | A |
| 水道水 | A | ベンゼン | A |
| 海水 | A | ベンゾンアルコール | A |
| 酢 | A | 酢酸 | A |
| 梅酢 | C | 二酸化炭素 | A |
| 酢酸 | A | 一酸化炭素 | A |
| 塩酸 | F | ホルマリン | A |
| 硝酸 | B | グリセリン | A |
| 硫酸 | B | 青酸 | A |
| NaOH | F | 窒素 | A |
| 日本酒 | A | 酸素 | A |
| ビール | A | フタール酸 | A |
| ウイスキー ブドウ糖 |
A B |
ビクリン酸 ゴム |
A A |
| 醤油 | C | ステアリン酸 | A |
| ソース | C | 肝油 | A |
| バター | A | 食用油類 | A |
| 牛乳 | A | 鉱油類 | A |
| 昇こう水 | F | 天然ガス | A |
| アセトアルデヒド | A | 血液 | A |
| アセトン | A | 石けん | A |
| 無水アンモニア | A | 粉石けん | B |
| アンモニア水 | A | ソープレスソープ | A |
A:容器として可。
B:試験して、その結果により使用の可否を判断する。
C:容器にはならないが皿のごとく洗って使用すれば可。
D:腐食を覚悟の上で使用する必要あり。
E:相当浸食される。
F:使用に耐えず。
アルマイト処理液について
アルマイト加工(処理)に使われる溶液には、以下のような種類があり、それぞれ特性や用途が異なります。
| 水溶液 | 特性 | 用途 | |
|---|---|---|---|
| 硫酸アルマイト | 硫酸 | 高硬度/耐摩耗性/耐食性/耐候性 | 【組立部品】デジタルカメラ/スマホの外装部品/航空機部品 |
| シュウ酸アルマイト | シュウ酸 | 高硬度/耐摩耗性/耐食性/りんなどの放出無し | 【組立部品】金色に発色したやかん鍋 |
| クロム酸アルマイト | 無水クロム酸 | 耐熱性/クラックフリー/耐食性 | 【組立部品】航空機部品 |
| リン酸アルマイト | リン酸 | 耐食性/安定した接着効果 | 塗装/接着下地 |
硫酸アルマイト
硫酸アルマイトは一般的なアルマイトの一種で、アルマイト処理後の表面粗さが小さいのが特徴です。基材の質感を生かすことができ、多彩な着色が可能です。
シュウ酸アルマイト
シュウ酸アルマイトは、硫酸アルマイトよりもさらに耐食性に優れています。膜厚が増加するにつれ、優れた絶縁性を発揮します。
クロム酸アルマイト
クロム酸水溶液につけてアルミニウム皮膜を発生させる加工法です。銅含有量の多い高力アルミニウム合金に対して優れた耐食性、耐熱性などを与えることができます。亀裂や破損を起こしにくいクラックフリーとして知られ、飛行機の部品などに使われています。
リン酸アルマイト
塗装や接着強度を向上させるための前処理として行われます。リン酸液でアルマイト加工を行うと、一般的なアルマイト加工よりも孔径が大きくなるため、着色が容易になります。
材質とアルマイト加工(処理)の関係性
材質とアルマイトの関係性は以下のとおりです。
| 材質名称 | 合金系 | 特徴 | アルマイト性 | ||
|---|---|---|---|---|---|
| 処理の しやすさ |
耐食性 | 着色性 | |||
| 1000番台 | 純アルミ系 | 加工性、耐食 光沢、溶接 |
◎ | ◎ | ◎ |
| 2000番台 | Al-Cu系 | 高強度 (ジュラルミン) 切削性 |
△ | △ | △ |
| 3000番台 | Al-Mn系 | 中強度、耐熱 耐食 |
○ | ○ | ○ |
| 4000番台 | Al-Si系 | 耐摩耗 低熱膨張低融点 |
△ | ○ | × |
| 5000番台 | Al-Mg系 | 中強度、耐食 | ○ | ○ | ○ |
| 6000番台 | Al-Mg-Si系 | 中強度、過去性 耐食 |
○ | ○ | ○ |
| 7000番台 | Ai-ZnーMg系 | 高強度 (超々ジュラルミン) |
△ | ○ | ○ |
△:皮膜の形成は可能であるが、処理条件に注意が必要
×:皮膜に色があるため、期待通りの着色皮膜形成が難しい
アルマイト加工(処理)の工程
一般的なアルマイト加工(処理)の工程について解説します。
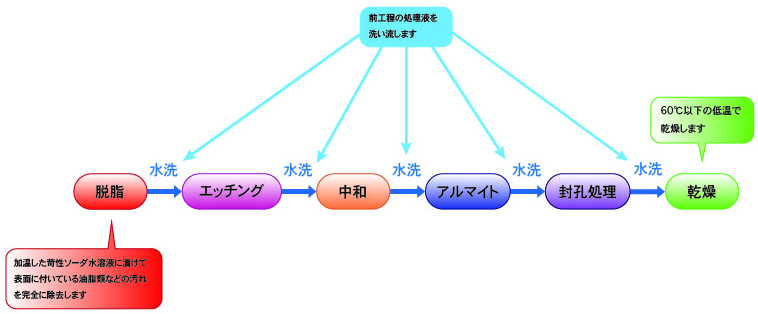

- 1.脱脂
- 最初に製品についている汚れを完全に除去するために脱脂を行う。
- 2.エッチング
- 水洗いをして、溶液中での電解処理を促すためのエッチングを行っていく。
- 3.陽極酸化
- 製品を電解液に浸し電流を流す。
- 4.封孔処理
- アルマイト加工(処理)後にできてしまった表面の微細孔を閉じる封孔処理を行う。
- 5.乾燥
- 水洗いをして乾燥させ仕上げる。
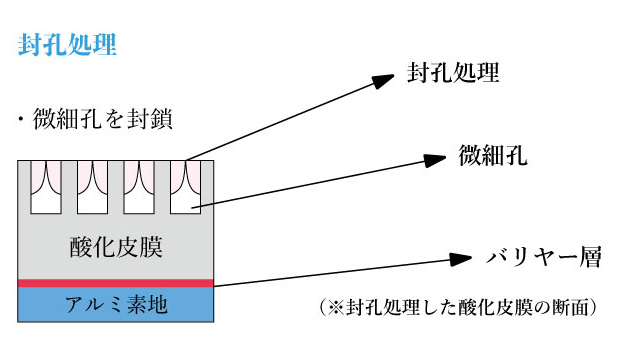
封孔処理とは
封孔処理とは、アルマイト加工(処理)時に表面に形成される酸化皮膜の微細な孔を密閉する工程です。この処理は、酸化皮膜の耐食性、耐候性、耐光性、耐摩耗性を向上させ、外部からの物質の浸透を防ぐ役割を果たします。
-
- アルマイト
アルマイト加工(処理)製品の用途
アルマイト加工(処理)を施したアルミ製品は、高硬度、耐摩耗性を必要とする以下の用途で主に使われています。
- 航空機内装品
- 自動車部品
- 電車関連部品
- 半導体関連部品
- 医療機器・照明機器
- 光学部品・・・カメラやディスプレイの内装品
- 家電部品・・・スマートフォンなど
- 建材・・・窓のサッシなど
- 調理用品・・・弁当箱・やかん・鍋など
アルマイト加工(処理)の事例
アルマイト加工(処理)の事例を紹介します。
- 【事例1】電子部品製造装置内部
- 電子部品製造装置内部へ5µm処理し耐食性を付与
- 【事例2】船舶用内部部品
- 船舶用内部部品に5μm処理し耐食性を付与
- 【事例3】半導体搬送装置部品
- 半導体搬送装置部品への10µm処理し耐食性を付与
種類、等級及び記号について
皮膜厚さの等級
陽極酸化皮膜厚さは、平均皮膜厚さ(µm)によって表し、以下の表1に適合しなければならないとJIS規格で定められています。
皮膜厚さの等級は、製品の用途及び使用環境などを考慮して選択します。受渡当事者間で特別な協定がない限りは表1によります。
【皮膜厚さの等級(表1)】
| 等級 | AA3 | AA5 | AA6 | AA10 | AA15 | AA20 | AA25 |
|---|---|---|---|---|---|---|---|
| 平均皮膜厚さ µm | 3.0以上 | 5.0以上 | 6.0以上 | 10.0以上 | 15.0以上 | 20.0以上 | 25.0以上 |
*定められた平均皮膜厚さの80%に満たない測定点皮膜厚さがあってはならない。
皮膜厚さの等級と主な用途例
皮膜厚さの等級は、製品の用途や使用環境に応じて最適な等級を選択します。
【皮膜厚さの等級と主な用途例】
| 皮膜厚さの等級 | 主な用途例 |
|---|---|
| AA3 | 反射板、家電部品(内部)など |
| AA5/AA6 AA10 |
台所用品、日用品、家電部品、装飾品 家具部材、車両内装、建築部材(屋内)など |
| AA15/AA20 AA25 |
台所用品、車両外装、 土木・建築部材(屋外)、船舶用品など |
用途上必要な場合は、受渡当事者間の協定により最低皮膜厚さを取り決める場合があります。
英語表記
| アルマイト | anodized aluminum |
|---|---|
| 陽極酸化皮膜 | anodized film |
| 陽極 | anode |
| 陽極酸化処理、陽極処理 | anodizing |
| 白アルマイト | white anodized |
| 硬質アルマイト | hard anodized aluminum |
| 着色アルマイト | coloring anodized aluminum |
| テフロン硬質アルマイト | teflon hard anodized aluminum |
| 硬質着色アルマイト | hard coloring anodized aluminum |
| タフカラー30 | tough color 30 |
| 着色 | coloring |
| 電解着色 | electrolytic coloring |
| 染色 | staining |
| 陽極酸化 | anodization |
| 微細孔 | micropore |
まとめ
アルマイト処理(加工)について、特徴や用途を詳しく解説しました。
アルミニウムをアルマイト加工(処理)することによって、耐食性・耐摩耗性・放熱性・絶縁性などを向上できます。使用目的や環境に合わせた処理方法を選択すれば、さまざまな分野での活用が可能です。カラーリングも可能で、デザインの幅も広がることでしょう。
アルマイト加工(処理)に関する技術レポート
クリックするとPDFファイルが開きます。

この記事の解説者

三和メッキ工業株式会社
代表取締役社長 清水栄次
全国めっき技術コンクールにおいて厚生労働大臣賞、金賞など数多く受賞。めっき業界において始めてIS09001,14001,27001を独自で構築。その中から、めっき特許、並びに独自の技術を商標化。インターネットにて380001以上の取引実績。
めっきセカンドオピニオンによる他社のめっき不良を年間100件解決。
- 2014年 神戸大学大学院経営学研究科 非常勤講師
- 2020年 三重大学 非常勤講師
アルマイト加工(処理)に関するめっきQ&A

- 白アルマイトの接触角度
- アルマイト加工(処理)の自然発色について
- アルミニウム及びその合金の陽極酸化性について
- 接着・塗装における陽極酸化について
- アルマイトメッキとは?
- 封孔とは?
- anodizedの意味は?
- アルマイト処理の膜厚は?
- アルマイト皮膜が剥がれてしまう原因は?
- 白アルマイト処理の記号は?
- 白アルマイトは英語でなんというのか?
- 白アルマイトと黒アルマイトの違いは?
- アルマイト処理の封孔処理とは?
- 白アルマイト処理には、どのような効果があるのか?
- アルマイト加工を個人で依頼した場合の価格は?
- アルマイトで色にばらつきが発生する原因は?
- アルマイト処理とメッキの違いは?
- アルマイト処理の用途としてどのようなものがあるのか?
- アルマイト処理した製品は削れるのか?
- アルマイト処理皮膜が剥がれる原因は?
- アルマイト処理した鍋で皮膜が剥がれるのは?
- アルマイト処理が剥がれた場合、補修出来るのか?
- アルマイトは再塗装可能か?
- アルマイト塗装はホイールに可能か?
- アルマイト処理の上から塗装は可能か?
- アルマイト塗装のスプレーはあるのか?
- アルマイトの着色方法は?
- アルマイト加工は、ステンレスにも出来るのか?
- アルマイト加工のメリットは?
- アルマイト食器にはどのようなものがあるのか?
- 陽極酸化処理とアルマイトの違いは?
- アルマイト仕上げとは?
- アルマイト鍋は購入出来るのか?
- アルマイトの特徴は?
- アルマイト鍋のデメリットは?
- アルマイトの手順は?
- アルマイトは剥がれやすいのか?
- アルマイトと塗装の違いは?
- アルマイト処理の色は?
- アルマイトとアルミの違いは?
- アルマイト処理のデメリットは?
- アルマイトの膜厚はどの程度か?
- 絶縁破壊電圧(絶縁耐力)とは?
- 写像性(像鮮明度)とは?
- スポーリングとは?
- 色流れとは?
- 流れとは?
- イリデッセンスとは?
- 白化(ブルーム)とは?
- シーリングスマットとは?
- 粉ふきとは?
- ガスだまりとは?
- コーナー欠陥とは?
- 黒はんとは?
- 皮膜割れ(クラック)とは?
- アルマイト処理模様とは?
- ビルドアップとは?
- バイヤライトとは?
- ベーマイトとは?
- バリヤー層とは?
- 微細孔とは?
- 皮膜セルとは?
- アルマイト処理皮膜構造は?
- 硫酸皮膜とは?
- しゅう酸皮膜とは?
- 電流回復とは?
- パルス法とは?
- PR法とは?
- 定電圧法とは?
- 定電流法とは?
- 交流法とは?
- 直流法とは?
- 封孔剤(ふうこうざい)とは?
- 染料とは?
- 化成処理とは?
- 陽極酸化皮膜とは?
- 陽極酸化処理とは?
- アルマイト色とは?
- 梨地処理を行いアルマイト処理を外径だけすることは可能か?
- アルマイト皮膜の油分除去にアルコールを使用する場合の問題点は?
- アルミニウムのマジック跡が消えない状態でアルマイトした場合にはどうなるのか?
- 艶消しアルマイト処理は可能か?
- アルマイト処理をする場合には接点痕が残るのか?
- アルマイト加工(処理)と無電解ニッケルメッキの価格差は?
- アルマイト処理で素地のキズを隠す事は出来るのか?
- アルマイト処理の欠点は?
- 再アルマイト処理は可能か?
- A6063にアルマイト処理は可能か?
- YH75にアルマイト処理は可能か?
- アナダイズ処理とアノダイズ処理の意味は?
- アルマイト処理は個人でも依頼可能か?
- ジュラルミンにアルマイト処理は可能か?
- 白アルマイト処理とは?
- アルマイトとは?
- 梨地アルマイトとは?
- アルマイト10とは?
- アルミ板へのアルマイトを依頼する場合の注意点は?
- 部分アルマイト加工(処理)は可能か?
- バフ研磨後にアルマイトは可能か?
- 艶消しアルマイトとは?
- 追加工した部分だけに再アルマイトは可能か?
- A2017とA5056 へアルマイトをすると色が異なる理由は?
- 材質が11sへのアルマイトは可能か?
- 材質が17sなのですが、アルマイトは可能か?
- 富山県にてアルマイトが対応出来る企業を探しているが対応可能か?
- 異なる企業でアルマイトをすると色むらが発生する原因は?
- 石川県からアルマイトを依頼することは可能か?
- アルマイトされた製品の一部を剥離することは可能か?
- アルマイト処理にて指定の面粗さに仕上げることは可能か?
- アルマイト加工(処理)は穴やネジ部などに処理がつくのか?
- アルミ治具にニッケルメッキがついているので剥離してアルマイトにしたいが可能か?
- 拡散反射する艶消しアルマイトの拡散反射率について
- アルマイトは塗装の下地処理として適しているのか?
- アルマイトでマスキング指示した部分からシミが発生する原因は?
- アルマイト塗装とは?
- アルマイトの不良とはどのような状態を指すのか?
- 複雑な形状にアルマイト処理を部分的に処理したい場合には?
- 追加工が必要な場合、アルマイト剥離が先か加工が先なのか?
- 硫酸アルマイトとは?
- alumiteとは?
- アルマイト皮膜が導通する原因は?
- A2017へのアルマイトは可能か?
- A2000系へのアルマイトは可能か?
- A5052に溶接した製品にアルマイトしたい場合の注意点は?
- アルマイトは絶縁皮膜か?
- 北陸地域にてアルマイトに対応出来る企業を探しているが対応可能か?
- アルマイトの着色無しとは?
- b1b2アルマイトとは?
- 梨地処理にてアルマイト後の面粗さを粗くしたい場合は?
- アルマイトはバフ研磨後に光沢があるのか?
- 着色アルマイトは耐食性、耐熱性がアルマイトよりも劣るのか?
- アルマイトした製品とSUS材間で電食は発生するのか?
- アルマイトにて水路を防錆をしたいが可能か?
- アルマイト処理後に六価クロムを使用する後処理はあるのか?
- サテンアルマイトとは?
- アルマイト中に発生するガスは人体に影響があるのか?
- 黒アルマイトに使用する染料は著しい環境影響なのか?
- アルマイトされた製品はRoHS指令対象物質は含まれるのか?
- 白アルマイトは、RoHS指令に抵触しないのか?
- 顔料とは?
- アルマイトした製品をSUSにてフタをした場合に孔食が発生する原因は?
- A1100に引張強度を増す方法としてアルマイトは有効なのか?
- アルマイト上の塗装が剥がれてしまう原因とは?
- アルミダイカストにアルマイトをすると黒くなる原因は?
- アルマイト皮膜と溶融亜鉛メッキとの異種金属接触腐食は発生するのか?
- アルマイトとステンレスの接触による電食は発生するのか?
- アルミニウム材に適しているメッキは?
- アルミ溶射で150μm厚処理したものにアルマイトは出来るのか?
- アルマイト加工(処理)と無電解ニッケルメッキの違いは?
- ADC12にアルマイト加工(処理)や無電解ニッケルメッキは可能か?
- C-ANとは?
- AM-3とは?
- AA10-Lc-WRFとは?
- AN-Bとは?
- AA30とは?
- AA20とは?
- AA10とは?
- AA5とは?
- AA3とは?
- 光沢クロメートとアルマイトの英語表記とは?
- 硬質アルマイト処理で反りは発生しやすいのか?
- 有機溶剤がアルマイトに触れる場合に問題はないか?
- アルマイトした製品をエアーパッキンで保護するとシミがつくのは?
- 白銅の17Sという材質にアルマイトは可能なのか?
- アルマイト処理と硬質アルマイト処理を併用して処理出来るのか?
- アルマイト加工(処理)で精度がある部分にマスキング処理は可能か?
- ANP79の材質にアルマイトは可能か?
- アルマイト皮膜は放熱性が向上するのか?
- アルマイトの表記をSAにすることで海外でも理解されるのか?
- アルマイト処理の種類はどのようなものがあるのか?
- ホワイトアルマイトとは?
- アルマイトは貫通していない穴などにも処理がつくのか?
- アルマイト後に塗装する場合について
- アルブライト法とは?
- 材質によりアルマイトの価格は変わるのか?
- アルマイト後に白い粉が発生する原因は?
- 4250Aアルマイトとは?
- アルマイト皮膜からCdが検出された原因は?
- アルマイトした製品は浴室で使用しても問題ないか?
- アルマイトクリアとは?
- アルマイト仕上げとは?
- A7075へアルマイトした場合に色違いが発生するのは?
- A2000系にアルマイトをする場合の難易度は高いのか?
- アルマイトの料金計算方法は?
- アルマイトとは?
- シルバーアルマイト処理とは?
- ベーマイト法とは?
- アルマイトの酸化とはどのような処理なのか?
- アルマイト後に切削した部分を保護する方法は?
- アルマイト皮膜の表面抵抗と体積抵抗は?
- アルマイト処理前後にバフ研磨は可能か?
- 浅田法とは?
- 99.99%N2(露点-60°C)の環境で、アルマイト皮膜から水分は出るか?
- アルマイトはRoHS指令に抵触するのか?
- アルマイトされた製品にはんだ付けをしたいがどのような方法があるのか?
- A5052にアルマイトすると皮膜が剥離する原因は?
- アルミダイキャストに処理したアルマイト皮膜は中性洗剤で溶解するのか?
- アルマイトの耐アルカリ性は?
- アルマイトに熱を加えるとクラックが入るが絶縁破壊電圧は変化しないのか?
- アルミ及びアルマイト後の腐食性についての資料が欲しい
- アルマイトしたクリーンエアスプレーが全体的に黒ずむ原因とは?
- A7075にアルマイトすると黒くなる原因は?
- アルマイト皮膜の剥離剤は販売可能か?
- アルマイト処理後の寸法変化は?
- 2色アルマイトは可能か?
- 黒アルマイトのJIS表示方法は?
- アルマイトのマット仕上げとは?
- アルマイト後に平面度の変化はあるのか?
- アルマイトを段ボールにて保管すると変色してしまった原因は?
- 屋外でアルマイトを保管すると白錆は発生するのか?
- アルマイト後に超音波洗浄をすると問題が発生するのか?
- アルマイトは膜厚にばらつきがあるのか?
- A7075にアルマイトは可能か?
- アルマイトの処理方法は?
- アルマイトの耐熱性と加熱によるひび割れについて
- アルマイト後にラインが発生する原因は?
- 硫酸アルマイト処理とは?
- 溶接構造のブラケットにアルマイトをすると黒く変色する原因は?
- アルマイト皮膜にクラックが発生する温度は?
- ADC12にアルマイトしたが黒色の穴のような腐食が発生する原因は?
- アルマイト皮膜を剥離すると製品は小さくなるのか?
- A2017にアルマイトをすると色のバラツキがある原因は?
- 白アルマイトと黒アルマイトの価格差は?
- アルマイト処理は食品衛生法に適合するのか?
- アルマイトとステンレスを締め付けた場合、電食は発生するのか?
- マスキング処理後にアルマイト加工(処理)は可能か?
- 酢酸環境下でアルマイトは使用出来るのか?
- 黒皮皮膜付き7000系のアルマイト処理方法は?
- A2017、A2024、A6063、A6N-01のアルマイト処理性の優劣について
- アルマイトの膜厚調整は可能か?
- ネジ溝にアルマイトがついていない原因は?
- 黒アルマイト面に付着した接着剤の除去方法は?
- アルマイト後に気泡の様なブツブツが出てしまう原因は?
- アルマイトがされているかどうかの検査方法は?
- アルマイトした製品を5%の塩水に浸したところネジ穴の部分から腐食した原因は?
- アルマイト後の寸法バラツキを10μm以下に抑えたいが可能か?
- 硬質アルマイト皮膜、黒アルマイト皮膜、 硬質黒アルマイト皮膜の耐熱温度は?
- 黒アルマイトと白アルマイトにて耐食性や耐熱性に違いはあるのか?
- A2017にアルマイトをした場合の色合いは?
- アルマイト処理後は導電(通電)するのか?
- アルマイトの上に再度アルマイトを重ねる事は可能か?
- アルマイトした製品が紫外線ランプの環境で黄ばんでしまう原因は?
- ヘアライン後にアルマイトは可能か?
- アルミダイカストへ変色しないアルマイトは可能か?
- 黒アルマイトが真空環境状態で剥がれてしまう原因は?
- アルマイトとAC2Bとの相性は?
- 艶消し黒アルマイト処理の仕上がり寸法はどの程度か?
- アルマイト処理後に油を使用したら手の形や模様のようなシミが発生した原因は?
- アルマイト処理は素材内部にも皮膜がつくのか?
- アルマイト処理のエッチングにてバリは除去できるか?
- プレス加工で直角曲げした製品にアルマイトをすると問題はあるのか?
- アルマイト処理をしたがテスターで導通するのは何故か?
- アルミニウムへの陽極酸化処理を英語で表記すると?
- 光沢アルマイトとは?
- アルマイトがされている場合の確認方法は?
- アルミニウムダイカストに硫酸陽極酸化法にて酸化皮膜をつけたいが可能か?
- アルマイトは紫外線の環境において耐久性はあるのか?
- 白アルマイトは着色されたアルマイトなのか?
- アルマイトした製品はアルカリ性の環境で使用しても問題ないのか?
- アルマイト皮膜からクロムが検出された場合に考えられる原因は?
- アルマイト処理皮膜の耐熱温度は?
- アルマイトの熱特性について
- A1050とA1N30ではアルマイト処理の仕上がりは異なるのか?
- アルマイト処理と硬質アルマイト処理では、耐食性の違いはあるのか?
- JIS H8601 S-W-6-RI-KIとは?
- アルマイトの絶縁性は?
- B2アルマイトとは、JIS AA-6の膜厚と同じなのか?
- アルミニウムパイプ材にアルマイトを10μm厚施し、両端をSUS材でフタをしたものを使用していると白い粉が発生する原因は?
- 硬質アルマイト処理とアルマイト処理の違いは?
- アルマイトは止まり穴やネジ部にも処理出来るのか?
- A5052とA6061にアルマイト処理や硬質アルマイト処理した場合の違いは?
- アルマイト処理の自然発色法とは?
- ADC12にアルマイトをすると粉ふきが発生する原因は?
- 片面だけをマスキング処理しアルマイト加工(処理)は可能か?
- アルミ合金の材質番号が異なるとアルマイト処理の色は異なるのか?
- アルマイトが通電する原因は?
- アルミニウムのG23にアルマイトは可能か?
- 材料メ-カではアルミ合金にはアルマイトを推奨していないときがありますが何故なのか?
- アルマイトに環境負荷物質は存在するのか?
- アルマイトは濃度1%以下のアルカリ性でも腐食するのか?
- アルマイト皮膜の膜厚測定方法は?
- アルマイト処理された製品に硬質アルマイト処理は可能か?
- AC7Aアルミ鋳物へのアルマイトは可能か?
- 材質によりアルマイト処理工程と価格は変化するのか?
- アルマイト皮膜の熱伝導率は?
- アルマイト皮膜に発生するポアの径は?
- アルマイト処理した製品を切断した部分への保護対策は?
- 硬質アルマイト処理とアルマイト処理では硬度が異なるのか?
- 艶消しアルマイト後にシルク印刷にて模様が発生した原因は?
- アルマイト後にヘアラインHL-G-SLは可能か?
- A2024にアルマイト処理する場合の注意点とは?
- アルマイト後に超音波洗浄をすると問題があるのか?
- アルマイトと金色アルマイトの違いは色以外に何があるのか?
- アルマイトのサンプルを作成したいが対応可能か?
- AC2Bとアルマイトの相性は?
- ステンレンスボルトが組込まれている製品にアルマイトは可能か?
- アルマイト皮膜が剥離した部分にアルマイトは可能か?
- アルマイト後に公差部の寸法は維持できるのか?
- 他社のアルマイト製品の再アルマイト可能か?
- アルマイト皮膜はアルカリ溶液に溶解するのか?
- アルマイト皮膜の発光現象について
- アルミニウムと鉄材が付属している製品にアルマイトは可能か?
- AM-O2とは?
- アルマイトのシルバーマット仕上げとは?
- アルミニウムと樹脂が一体になっているものにアルマイトは可能か?
- アルマイトの端部や凸部に生成する欠陥皮膜が発生する原因は?
- アルマイトをスチーム環境で使用する腐食する原因は?
- アルマイトの最小膜厚は?
- アルマイトを屋外で使用したら白い腐食が発生する原因は?
- アルミ鋳物にアルマイトを処理し潤滑性の油を使用した場合に発生する問題点は?
- アルマイト処理にて板材が変形する可能性はあるのか?
- 梨地処理後にアルマイトは可能か?
- A7075にアルマイトをすると黒い斑点が発生する原因は?
- マスキング部分が溶解しアルマイト加工(処理)が処理されてしまった原因は?
- アルマイト前に梨地処理は可能か?
- 中国にてアルマイトをしたが色にバラツキがあるのは?
- 導通アルマイトとは?
- アルミ鋳造品にアルマイトは可能か?
- 2社購買にてアルマイトを実施したが色合いが合わない原因は?
- アルマイト皮膜を剥離させることは可能か?
- アルマイト処理した製品は5〜6年間使用しても問題ないか?
- アルマイト処理と硬質アルマイト処理の表記は?
- 硫酸アルマイト処理とシュウ酸アルマイト処理のクラックについて
- A7075にアルマイトをするとグレー色になるのか?
- アルマイト処理後に指定の表面粗さにしたい場合は?
- B2アルマイトとは?
- アルマイトした製品を段ボールで保管していると白っぽくなる原因は?
- ADC12にアルマイト処理後白い斑点が出る原因は?
- 一般的な、アルマイトの納期は?
- アルマイト時にパッキング部にマスキング処理を依頼したがその部分が変色している原因は?
- 硬質アルマイト処理とアルマイト処理では塗装の下地処理としての優劣はあるのか?
- アルマイト処理とポーラスとバリア皮膜の関係は?
- アルマイトは1個から対応可能か?
- AC4Cはアルマイトが困難なのか?
- アルマイトの硬度測定方法は?
メッキのことならどんなことでもご相談ください






最短で24時間以内にお見積りいたします