![]()
![]()
![]()
![]() 0120-133-103
0120-133-103




PLATING PROCESSES AND TECHNIQUES
-
 三和メッキ工業株式会社HOME
三和メッキ工業株式会社HOME
- 無電解ニッケルめっき
無電解ニッケルめっき
無電解ニッケルめっきとは、電気を使用せずに化学的還元作用によりニッケルリン(Ni-pめっき)の皮膜を析出させます。大きな特徴として、めっきの膜厚を均一に処理することが出来ることです。
処理方法は、通電せずにめっき液中で化学的還元反応を利用してめっきを施します。
無電解ニッケルめっきで使われるめっき液には、還元剤として次亜リン酸ナトリウムが使用されることから、析出する皮膜にはリンが含まれます。そのため無電解ニッケルめっきには、一般的なニッケルめっきとは異なる様々な特性があります。
この記事では、無電解ニッケルめっきの原理や特徴などを解説します。
目次
無電解ニッケルめっきとは
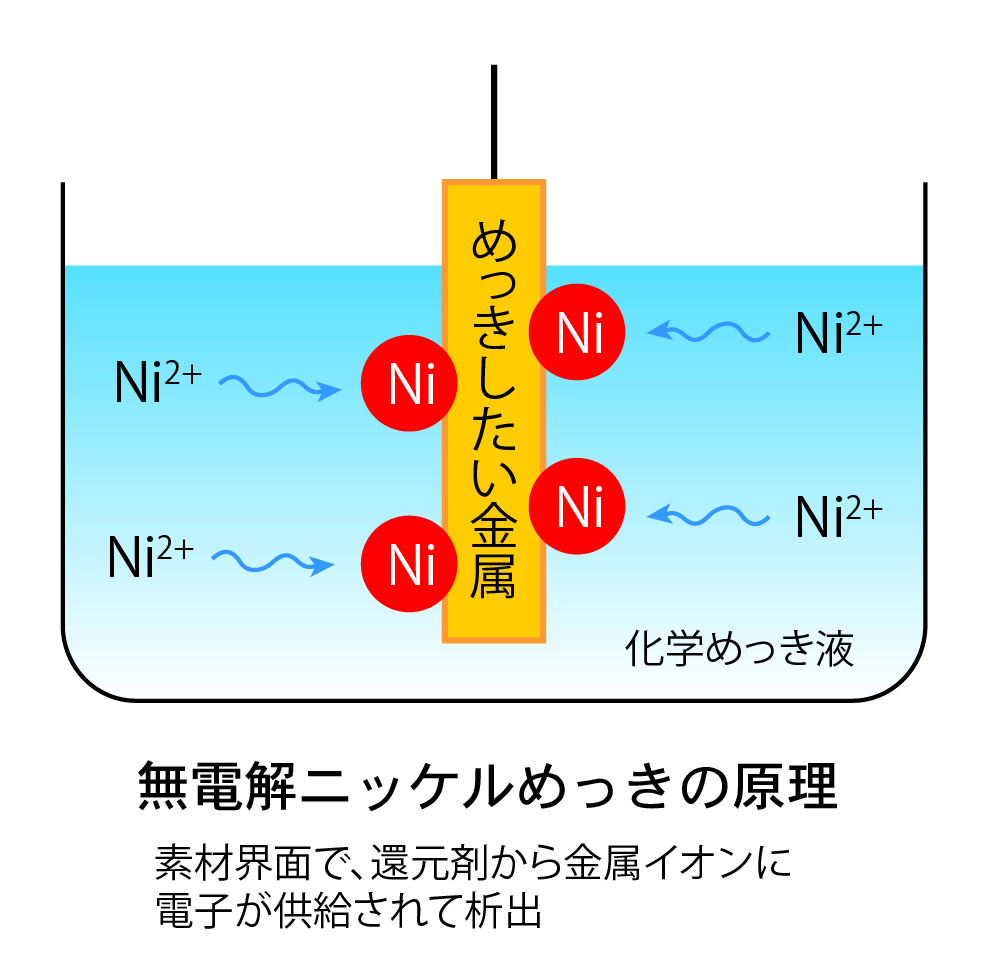
まずは、無電解ニッケルめっきの原理について説明します。
無電解ニッケルめっきは、硫酸ニッケルおよび次亜リン酸ナトリウム、pH緩衝材、錯化剤、安定化剤等で構成されるめっき液に対象物を浸し、液中での還元反応を利用することで対象物表面にリンを含んだ金属皮膜を析出させるめっき手法です。[1]
【無電解ニッケルめっきの原理】
無電解ニッケルめっきの皮膜はリンが含有している皮膜だと述べましたが、その含有率は3〜13%と幅広いです。一般的には「低リンタイプ」「中リンタイプ」「高リンタイプ」に分けられ、それぞれ磁性特性、耐薬品性、耐食性、硬度などを変化させられます。
また、無電解ニッケルめっき後にべーキング処理(熱処理)を行うことにより、Hv900〜1000程度の高硬度を実現することも可能です。RoHS指令にも抵触しないため、安心して使用することが出来ます。
無電解ニッケルめっきの特徴
無電解ニッケルめっきの特徴は全部で5つありますが、大きな特徴としてはめっき処理したい対象物が複雑な形状をしていても、均一な皮膜が作れることが挙げられます。
他にも、硬度が高く摩耗性も高いという特徴があります。硬度が高く摩耗性が高いと、ネジ締めなどの際に発生する摩擦熱などによってめっきが剥がれてしまうといったことを避けられるメリットがあります。
- ・皮膜が均一
- 無電解ニッケルめっきは、電解ニッケルめっきと比べ皮膜を均一にすることができます。電解ニッケルめっきの場合は、対象物に通電させることでめっきを析出させていきますが、電気を使用することで通電しやすい箇所とそうでない箇所が出てきてしまい、皮膜が均一になりにくいという欠点があります。しかし無電解ニッケルめっきの場合は、化学的還元作用の力でめっきを析出させていきますから、比較的皮膜が均一になりやすいのです。
- ・複雑な形状にもめっきできる
- 電気を使わずにめっきできる無電解ニッケルめっきは、複雑な形状のものに対しても均一な皮膜をつくることができます。上でも説明したように、電解ニッケルめっきでは電気の通りやすい箇所とそうでない箇所が発生します。複雑な形状になればなるほどその現象が出やすくなるため、うまくめっきできないことがあります。それに対し無電解ニッケルめっきなら、化学的還元反応を利用して行うめっきのため、対象物が複雑な形状をしていても均一に金属が析出します。
- ・寸法精度を維持できる
- 対象物に対し均一に皮膜を形成させられる無電解ニッケルめっきであれば、めっき対象の寸法精度も維持できます。めっきを施す対象物の膜厚が均一になるので、高い寸法精度が求められるような電子部品や精密機械部品等で用いられることが多いです。
- ・硬度が高い
- 無電解ニッケルめっきは、電解ニッケルめっきに比べ硬度が高いという特徴があります。リンの含有率によって硬度は変わりますが、硬度が高いことで摩擦等に強くなり、耐久性が上がります。また無電解ニッケルめっきは、めっき後に熱処理を加えることで硬度がより高くなるという特徴もあります。
例えば、中リンタイプの無電解ニッケルめっき後に熱処理した場合、400℃で1〜2時間熱処理を加えることで、Hv900〜1000になるというデータもありますが、400℃程度ですと、素材が変形を起こし、内部応力の関係で皮膜が剥離する可能性があるため、熱処理を加える場合は、その温度に注意が必要です。
無電解ニッケルめっきのメリット
無電解ニッケルめっきは、電解ニッケルめっきと比較すると次のようなメリットがあります。
- ・還元反応によるめっきのため電気を必要としない
- めっきに電気を使用しないことで得られるメリットは2つあります。1つは、先ほど特徴のところでも挙げたように『対象の素材が不導体(絶縁体)でもめっきが可能』であること。
もう1つは、電気を通すための設備がいらないので、対象物の形状や大きさに制限がないことです。
- ・形状に制限がなく複雑な形状でも均一にめっきできる
- 形状に制限がないとどんなメリットがあるかというと、例えば対象物が複雑な形状をしていたとしても、均一にめっきができることです。複雑な形状のものに電気を通しめっきを行う場合、その形状のせいで通電にばらつきが出てしまうことも考えられます。すると、表面の析出の仕方も箇所によって変わってしまうので、結果的にめっきにムラができてしまうのです。
- ・電解ニッケルめっきと比べてピンホールが少ない
- 無電解ニッケルめっきを行った場合のめっき断面は層状構造です。そのため電解ニッケルめっきに比べピンホールも少なくなります。
- ・リン含有率やめっき後の熱処理により特殊な物性の皮膜が得られる
- 無電解ニッケルめっきは、含まれるリンの含有率やめっき後に行う熱処理によって、皮膜の性質が異なります。そのため、様々な用途やニーズに応じた対応が可能です。
ちなみに熱処理後の硬度変化については、上記、無電解ニッケルめっきの特徴のところで触れています。「硬度が高い」のところをご確認ください。
ここでは、リンの含有の違いによって実際にどのような性質の違いがあるのかを、簡単に整理します。無電解ニッケルめっきの場合は、リンの含有率によって「低リンタイプ」「中リンタイプ」「高リンタイプ」と分けられています。<低リンタイプ>
- 皮膜が硬く耐アルカリに優れている。
- 特殊素材への密着性に優れている
<中リンタイプ>
- 耐食性や防食性がある。
- 一般素材への密着性が高く、全体的にバランスが取れている
<高リンタイプ>
- 高温で熱処理しても非磁性を維持できる
- 耐酸性に優れている
- ・耐薬品性が高い
- 無電解ニッケルめっきは、耐薬品性が高いというメリットがあります。ただ、耐薬品性については、リンの含有量によって耐性が変わります。リンの含有量が高い「高リン無電解ニッケルめっき」であれば、「低リン」「中リン」に比べ耐薬品性が向上します。
無電解ニッケルめっきのデメリット
- ・電気めっきと比較して浴組成の変動が大きいため管理がやや難しい
- 無電解ニッケルめっきは、電解ニッケルめっきと比べ浴組成の変動が大きくなります。そのため管理が難しいというデメリットがあります。また、浴温度が高温のため、熱の影響を受けやすい素材では注意が必要です。
- ・処理温度が高温のため、製品によって注意が必要
- 無電解ニッケルめっきの場合、めっきの工程における処理温度が高温になります。
ですから耐熱性が低く、加熱により変形するような素材には不向きです。また加熱により物性が変化する恐れのあるものについては、変化が許容できるものなのか、処理前の確認が必要です。
- ・材料費が高く、めっき析出スピードが遅いのでコストが高くなる
- 通電ではなく、還元反応を利用するため、めっき析出速度は遅くなります。速度が遅いとめっき液に浸漬する時間が長くなり、加工コストが高くなります。また、電解ニッケルめっきと比べ材料費も高いです。

無電解ニッケルめっきの種類とは
続くこのパートでは、無電解ニッケルめっきの種類について説明します。
既に何度か述べているように、無電解ニッケルめっきには「低リン」「中リン」「高リン」とあります。
無電解ニッケルめっきのリン含有率における違い
【無電解ニッケルめっきの種類におけるリン含有量での特徴について(表1)】
| 低リン | 中リン | 高リン | |
|---|---|---|---|
| リン含有率(%) | 1~4 | 8~9 | 11~13 |
| 硬度(Hv)熱処理400℃1時間 | 650~700 900~1000 |
500±50 900~1000 |
500程度 900~1000 |
| 密度(g/㎤) | 8.2 | 7.85 | 7.75 |
| 溶融点(℃) | 1260~1425 | 890 | 890 |
| 熱膨張係数(μm/m/℃) | 13~14 | 12~13 | 11~12 |
| 電気抵抗率(μΩcm) | 20~30 | 50~60 | 150~200 |
| 抵抗温度係数(ppm/℃) | 1000 | 300 | 100 |
| 熱伝導度(cal/cm/℃) | 0.0105~0.0135 | 0.0105~0.0135 | 0.02 |
| 比重 | 7.9 | ||
| 応力 | 圧縮 | 圧縮 | 圧縮 |
| 磁性 | 磁性 | 磁性 | 非磁性 |
| 抗張力(Mpa) | 200 | 800~900 | 800~900 |
| 伸び率(%) | <0.5 | 0.7 | 1.5 |
| ヤング率 | 50~52 | 62~66 | 50~70 |
| テーパー摩耗(TWI) | 11 | 16~20 | 21~25 |
| 耐食性塩水噴霧試験(時間) | 24 | 200 | 1000 |
| 耐酸性 | 弱 | 良 | 優 |
| 耐アルカリ性 | 良 | 良 | 優 |
| はんだ付け性 | 優 | 良 | 可 |
| 皮膜均一性 | ±5%以下 | ±10%以下 | ±5%以下 |
| 結晶構造300℃1時間 | 結晶結晶 | 微アモルファス結晶 | アモルファス結晶 |
| 耐摩耗性 | 可 | 優 | 良 |
| 均一析出性 | ±5% | ±10% | ±10% |
【無耐薬品性(表2)】
基本的に金属ニッケルは、塩酸・硫酸・硝酸に溶けます。下記にて他の試薬に関する耐薬品性を記載します。
| 試薬 | 温度(℃) | 腐食率(μm/年) |
|---|---|---|
| アセトアルデヒド | 65.6 | 0.5 |
| アセトン | 室温 | 0.076 |
| アクリロニトリル | 65.6 | 0.4 |
| 硫化アンモニウム | 48.9 | 3.8 |
| 酢酸イソペンチル | 室温 | 0.048 |
| 塩化イソペンチル | 室温 | 0.33 |
| ビール | 7.2 | 0.2 |
| ベンゼン | 室温 | 0.04 |
| 酢酸ベンジル | 室温 | 0 |
| ベンジンアルコール | 室温 | 0.092 |
| 48.5%塩化カルシウム | 室温 | 0.5 |
| カプロラクタム | 85 | 0.76 |
| カプリル酸 | 65.6 | 1.52 |
| 硫化炭素 | 室温 | 0 |
| 四塩化炭素 | 室温 | 0 |
| 5%洗剤 | 室温 | 0.94 |
| エチルアルコール | 室温 | 0.16 |
| エチルグリコール | 室温 | 0.64 |
| 37%ホルムアルデヒド | 室温 | 0.34 |
| ガソリン | 室温 | 0.56 |
| 80%乳酸 | 室温 | 3.7 |
| メチルアルコール | 室温 | 0 |
| ナフサ | 室温 | 0 |
| ナフタル酸 | 65.6 | 0.5 |
| オレイン酸 | 室温 | 0.3 |
| オレンジジュース | 室温 | 0.33 |
| テトラクロロエチエン | 65.6 | 3.8 |
| 石油 | 室温 | 0 |
| ポリ酢酸ビニル | 98.9 | 1.27 |
| ロジン | 室温 | 0 |
| 10%炭酸ナトリウム | 室温 | 0 |
| 3%塩化ナトリウム | 室温 | 1 |
| 50%水酸化ナトリウム | 121.1 | 0 |
| ソルビトール | 65.6 | 2.5 |
| ステアリン酸 | 70 | 0.5 |
| 砂糖水 | 室温 | 0 |
| 蒸留水 | 室温 | 0.74 |
| 25%尿素溶液 | 室温 | 0 |
用途
めっきは使用する用途によって、様々な手法を選択します。無電解ニッケルめっきが行われる用途は、次の通りです。
| 産業分類 | 応用部品 | 使用目的 |
|---|---|---|
| 自動車工業 | ディスクブレーキ、ピストン、シリンダ、ベアリング、精密歯車、回転軸、カム、各種弁、エンジン内部、変速機 | 耐食性、耐摩耗性、硬さ、焼き付き防止、寸法精度 |
| 電気電子工業 | 接点、シャフト、パッケージ、ボルト、ナット、マグネット、ばね、ステム、コンピューター部品、電子部品、抵抗体 | 耐食性、硬さ、はんだ付け性 溶接性、寸法精度 |
| 精密機器工業 | カメラ、時計部品、TV部品、コピー機、プリンター、光学機械部品、電子顕微鏡部品、分析機器部品 | 耐食性、耐摩耗性、硬さ、電気特性、非磁性、寸法精度 |
| 航空、船舶 | 水圧計機器、電気系統部品、弁配管、エンジン部品、スクリュー部品など | 耐食性、耐摩耗性、硬さ、寸法精度 |
| 化学工業 | 反応槽、輸送管、揺動弁、バルブ類、ポンプ、パイプ内部、熱交換器 | 耐食性、耐摩耗性、酸化防止、汚染防止 |
| その他 | ハードディスク、冷凍機、冷暖房器、工作機械部品、真空機器、各種金型、 繊維機械部品、食品機械、半導体産業部品、航空機など | 耐食性、耐摩耗性、硬さ、耐熱非磁性、離型性、気密度、寸法精度 |
無電解ニッケルめっきの事例

- 事例1 素材、SUS304
- 自動車部品の精密歯車に3μm処理し精度と耐食性を付与

- 事例2 素材、A7075
- 一丸レフカメラレンズ部品に5μm処理し精度と耐食性を付与

- 事例3 素材、S45C
- パイプ内部に10μmを均一に処理し耐食性を付与
めっきの呼び方
- Elp-Fe/Ni(90)-P20
- 鉄素地上に無電解ニッケルめっき(ニッケル90%、リン20%)
- Elp-Fe/Ni90-P〔5〕
- 鉄素地上に無電解ニッケルめっき(ニッケル90%〕20µm以上
無電解ニッケルめっきに関する「JIS(専門用語)」
| 1002 化学めっき法 | 1015 還元 |
| 2005 還元剤 | 2006 緩衝剤 |
| 3019 脱脂 | 5002 ベーキング |
| 6001 無電解めっき法 | 4033 ストライクめっき、ストライク |
| 3020 電解脱脂 | 2023 酸浸せき |
【JIS規格等級】
単位:μm| 等級 | 素地金属 | めっきの 最小厚さ |
参考用途 |
|---|---|---|---|
| 1級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
3 | はんだ付け |
| 2級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
5 | 防食、はんだ付け |
| 3級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
10 | 防食、耐摩耗 |
| 4級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
15 | 防食、耐摩耗 |
| 5級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
20 | 防食、耐摩耗 |
| 6級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
30 | 防食、耐摩耗 |
| 7級 | 鉄及び鉄合金 銅及び銅合金 アルミニウム及びアルミニウム合金 |
50 | 防食、耐摩耗 |
無電解ニッケルめっき関連する英語表記
| ニッケル | nickel |
|---|---|
| 無電解ニッケルめっき | Electroless nickel plating |
| 還元反応 | Reduction reaction |
| 脱脂 | degreasing |
| 電解脱脂 | electrolytic degreasing |
| 酸洗い | deoxidizing,pickling |
| ストライク | strike,strike plating |
| RoHS指令 | Restriction of Hazardous Substances |
無電解ニッケルめっきまとめ
電気を必要としない無電解ニッケルめっきは、精密部品や複雑な形状あるいは不導体など、電解ニッケルめっきではうまくめっきができない場合は、無電解ニッケルめっきを選択するのがいいでしょう。
また、熱処理を行うことで硬度も高くなりますから、硬質クロムめっきの代替え処理としても使用されることもあります。
無電解ニッケルめっきは、リンの含有率で特性が変化しますので、用途に応じためっきを選択することが大切です。
無電解ニッケルめっきに関する技術レポート
クリックするとPDFファイルが開きます。
- 各種、無電解ニッケルめっき(リンの含有率別)の特性をレポートでまとめました。
リンの含有率によって特性が異なりますので、ご使用用途に分けて使い分けが必要です。 
- 無電解ニッケルめっきの特性等および歴史をまとめました。
近年、無電解ニッケルめっきの機能性が認識されるようになり電子工業、自動車工業などの分野で急速に需要が増大し、重要な要素めっき技術となっています。
- 無電解ニッケルめっき、テフロン無電解ニッケルめっきの皮膜組成です。
無電解ニッケルめっきはリンとニッケル。テフロン無電解ニッケルめっきはリン、ニッケル、テフロンが含有してます。
- 無電解ニッケルめっき、テフロン無電解ニッケルめっき、B-in処理の熱処理による皮膜硬度の変化です。
この記事の解説者

三和メッキ工業株式会社
代表取締役社長 清水栄次
全国めっき技術コンクールにおいて厚生労働大臣賞、金賞など数多く受賞。めっき業界において始めてIS09001,14001,27001を独自で構築。その中から、めっき特許、並びに独自の技術を商標化。インターネットにて38000以上の取引実績。
めっきセカンドオピニオンによる他社のめっき不良を年間100件解決。
- 2014年 神戸大学大学院経営学研究科 非常勤講師
- 2020年 三重大学 非常勤講師
脚注
- [1]全国鍍金材料組合連合会:めっき技術ガイド
本間英夫:無電解めっき 創立70周年特集(3) 電気化学タイムトラベル - [2]Wikipedia:無電解ニッケルめっき
- [3]全国鍍金材料組合連合会:めっき技術ガイド
- [4]全国鍍金工業組合連合会:製品設計/開発のための電気めっきガイド 第6版
無電解ニッケルメッキに関するめっきQ&A

- ニッケルメッキの種類は?
- 表面処理でアルミに対応出来るメッキ加工にはどのような処理があるのか?
- 無電解ニッケルメッキは、マスキング処理が可能か?
- 無電解ニッケルの耐熱温度は?
- 無電解ニッケルメッキは、変色しますか?
- 無電解めっきは何に使われる?
- 無電解ニッケルメッキは、リンを含有していますか?
- 無電解ニッケルメッキの原料は何ですか?
- 無電解ニッケルめっき液の成分は?
- 無電解ニッケルメッキの膜厚は、最大でどのくらいですか?
- 無電解ニッケルメッキは、絶縁体でもできますか?
- 無電解ニッケルメッキの伝導率は?
- 無電解ニッケルメッキは、電気を通しますか?
- 無電解ニッケルメッキのビッカース硬さは?
- 無電解メッキの硬さは?
- 無電解ニッケルリンメッキの硬度は?
- 無電解の記号は?
- 無電解ニッケルメッキは、剥がれますか?
- 無電解ニッケルメッキの皮膜断面画像
- 無電解ニッケルメッキを300℃でベーキング処理すると硬度などはどうなるのか?
- ステンレスに無電解ニッケルメッキは可能なのか?
- アルミニウムに無電解ニッケルメッキは出来るのか?
- 無電解ニッケルメッキに磁性はあるのか?
- 無電解ニッケルメッキのリン含有率は、どの程度か?
- 無電解ニッケルメッキの価格は?
- 無電解ニッケルメッキの原理は?
- 無電解ニッケルメッキは個人で依頼しても対応してもらえるのか?
- 無電解ニッケルメッキが変色する場合は、どのような事が考えられるか?
- 無電解ニッケルメッキについた汚れを除去したい場合には?
- 無電解ニッケルメッキが腐食する原因は?
- 無電解ニッケルメッキ液は販売されているのか?
- カニゼンメッキとは?
- 無電解ニッケルメッキの種類にはどのようなものがあるのか?
- 無電解ニッケルメッキは銅に処理出来るのか?
- 無電解ニッケルメッキの色は?
- 無電解ニッケルメッキした製品が錆びる原因は?
- 無電解ニッケルメッキは溶接部につくのか?
- 無電解ニッケルメッキの硬度はどの程度か?
- 無電解ニッケルメッキの特徴は?
- 無電解ニッケルメッキの最大膜厚は?
- 無電解ニッケルメッキの膜厚測定方法は?
- 無電解ニッケルメッキを熱処理すると表面が変色するのは?
- 無電解ニッケルメッキで色ムラが発生した原因は?
- アルミニウムに無電解ニッケルメッキをした場合の硬度は?
- 無電解ニッケルメッキ後にベーキング処理した場合の硬度は?
- 無電解ニッケルメッキのリン含有率に関する硬度と膜厚の関係性は?
- 無電解ニッケルメッキの膜厚ばらつきはどの程度か?
- 無電解ニッケルメッキの耐食性は?
- 無電解ニッケルメッキは英語でなんと書くのか?
- 無電解ニッケルメッキの記号は?
- 無電解ニッケルメッキの膜厚規定はあるのか?
- 無電解ニッケルメッキとは?
- 無電解ニッケルメッキと硬質クロムメッキの価格差は?
- C1100の材質に無電解ニッケルメッキは可能か?
- 銅材にはどのようなメッキが可能か?
- ピアノ線に無電解ニッケルメッキにて錆が出ないように出来るのか?
- アルミニウムに銅メッキは出来るのか?
- 厚メッキとは?
- 無電解ニッケルメッキには、リンが含有しているのか?
- 無電解ニッケルメッキ3〜5μm厚狙いの処理は対応可能か?
- アルマイト加工(処理)と無電解ニッケルメッキの価格差は?
- 黒皮の材質に無電解ニッケルメッキは可能か?
- 艶消し無電解ニッケルメッキは可能なのか?
- 無電解ニッケルメッキの前処理は?
- 無電解ニッケルメッキの膜厚は一般的にどの程度か?
- 精度が出ている部品への無電解ニッケルメッキの厚みはどの程度か?
- p-niとは?
- ニッケル無電解メッキとは?
- 無電解ニッケルメッキの利点とは?
- 無電解ニッケルリンメッキとは?
- nipとは?
- elp-fe/niとは?
- ニッケルリンメッキとは?
- 無電解ニッケルメッキの光沢に違いはあるのか?
- 無電解ニッケルメッキ後に金メッキは可能か?
- ネジ穴に硬質クロムメッキをしているがメッキが付かない場合には?
- 無電解ニッケルメッキに花が咲く原因は?
- SUSに硬度を上げる目的で選択するメッキにはどのようなものがあるのか?
- 化学ニッケルメッキとは?
- nip3とは?
- アルミニウムに無電解ニッケル系のメッキをしたい場合にはどのようなメッキがいいのか?
- 焼結部品に無電解ニッケルメッキをすると腐食する原因は?
- アルミニウムに硬度が高いメッキをしたい場合には?
- アルミニウム材がセラミックで削られるので対策したい場合には?
- 無電解ニッケルメッキの膜厚を半分にした場合の耐食性は?
- 無電解ニッケルメッキと硬質アルマイト処理の違いは?
- アルミニウムが入っている銅合金に無電解ニッケルメッキは可能か?
- クロムメッキ後に金メッキは可能か?
- 焼入れした製品に無電解ニッケルメッキは可能か?
- 無電解ニッケルメッキ、ユニクロメッキ、クロムメッキの耐食性を比較した場合には?
- セメントを早期に固めるとアルミ材が腐食するため、メッキで対策したい場合には?
- 箱型形状にニッケルメッキをすると内径部が腐食する原因は?
- 無電解ニッケルメッキの耐摩耗性を上げたい場合には?
- FC250の鋳肌面に無電解ニッケルメッキを薄くした場合の耐食性は?
- 電気ニッケルメッキと無電解ニッケルメッキと見分け方は?
- 複雑な形状の内径に硬質クロムメッキをしたいが可能か?
- 400℃の環境における無電解ニッケルメッキの表面変化は?
- 硬質クロムメッキと無電解ニッケルメッキで摺動させるのは相性が悪いのか?
- 無電解ニッケルメッキ後にベーキング処理を行った場合、処理温度と硬さの関係は?
- SKD11に無電解ニッケルメッキをすると剥がれやすいのか?
- 無電解ニッケルメッキを液体窒素につけて問題ないのか?
- 貫通穴が沢山ある製品に無電解ニッケルメッキは可能か?
- UVランプの環境にて無電解ニッケルメッキは問題があるのか?
- アルミニウムの硬度を上げたい場合のメッキは?
- 黒色の無電解ニッケルメッキに電気亜鉛メッキは可能か?
- アルミニウム材に無電解ニッケルメッキを処理すると剥がれてしまう原因は?
- パイプの内面にメッキを施したい場合には?
- 真鍮の硬度を上げたい場合に選択するメッキは?
- 無電解ニッケルメッキした製品にステンレスを巻付けると電食は発生するのか?
- 無電解ニッケルメッキ後に硬度を上げる方法は?
- 無電解ニッケルメッキで部分メッキは可能か?
- 鉄に処理した無電解ニッケルメッキの再メッキは可能か?
- 電子部品用の軟鋼容器にはんだ付けが出来るメッキを採用したいが、無電解ニッケルメッキが最適なのか?
- SUS610への無電解ニッケルメッキをすると密着不良が発生する原因は?
- 無電解ニッケルメッキ後にニッケルメッキをするとネジがはまらない原因は?
- 無電解ニッケルメッキ上に電解ニッケルメッキをした場合、クラックや密着不良は発生するのか?
- 耐食性を重視したい場合にはどのようなメッキを選択すればいいのか?
- NAK80への無電解ニッケルメッキをするとピットやピンホールが発生する原因は?
- 巣穴を金属パテで埋めた後に無電解ニッケルメッキは可能か?
- 無電解ニッケルメッキで遅れ破壊の危険性はないのか?
- 無電解ニッケルメッキにて指定公差を維持は出来るのか?
- クロムメッキの材質毎の工程は?
- 醤油や酢に強いメッキは?
- 化学ニッケルメッキと無電解ニッケルメッキとの違いは?
- 無電解ニッケルめっきは、RoHS指令に抵触するのか?
- A7075の硬度を上げたい場合のメッキとは?
- 耐熱性を持たせることが出来るメッキは?
- 低摩擦、耐摩耗性の向上が可能なメッキは?
- アルミニウムの表面硬度をHRC60前後にするメッキは?
- 黒染メッキ(処理)を無電解ニッケルメッキに変更したい場合は?
- アルミニウムに表面処理でHv700程度に出来るメッキは?
- SS材の表面を硬くしたい場合のメッキは?
- アルミニウム上の無電解ニッケルメッキを剥離することは可能か?
- 無電解ニッケルメッキ後に梨地処理で艶消しメッキが可能か?
- エンジンオイルとガソリンの混合液に対して有効なメッキは?
- 硬質クロムメッキの代替えのメッキは?
- 測定台に防錆と精度維持を目的でメッキをしたい場合には?
- Ep-Fe/Ni5bとELp-Fe/Ni-P5の価格差は?
- 精度が出せるメッキは?
- 電解ニッケルメッキ上に無電解ニッケルメッキは可能か?
- 塩の粉砕機に適したメッキは?
- 高温の苛性ソーダ水溶液に耐えるメッキは?
- 内面に亜鉛メッキしたが錆びるので他のメッキを選択したい場合には?
- 電気亜鉛メッキ後に寸法公差を維持することは出来るのか?
- 屋外で使用する場合、無電解ニッケルメッキは不向きか?
- 無電解ニッケルメッキ後に硬質クロムメッキは可能か?
- アルミダイカストをメッキにて耐食性を上げたい場合は?
- 硬質クロムメッキや無電解ニッケルメッキは非磁性の材質でも対応可能か?
- アルミニウムに耐熱300℃を必要とする場合に最適なメッキは?
- 硬質クロムメッキや無電解ニッケルメッキはベーキングが必要なのか?
- 無電解ニッケルメッキにて細いパイプ内にメッキは可能か?
- アルミニウム入りの銅合金材への無電解ニッケルメッキは可能か?
- 純ニッケル材料への無電解ニッケルメッキは可能か?
- 水中で使用している圧縮ばねへの耐腐食性が可能なメッキは?
- ばね鋼に適したメッキは?
- SUSに無電解ニッケルメッキをした場合の密着性の調査は?
- ガソリン浸漬部に適したメッキは?
- 無電解ニッケルメッキとユニクロで耐薬品性があるのは?
- 無電解ニッケルメッキ後に三価クロメートは出来るのか?
- ステンレスの食器類に防錆を目的とした処理は?
- φ0.15mmの穴に無電解ニッケルメッキは可能か?
- 硬質クロムメッキと同等の強度が無電解ニッケルメッキにて可能か?
- ニッケルメッキと無電解ニッケルメッキでは、ピンホールの発生に差はあるのか?
- アルミニウムへ腐食や摩耗に効果的なメッキは?
- アルミニウムに300℃付近で使用出来るメッキは?
- ダイカストケースを高周波シールドとして使用したい場合のメッキは?
- 精度高くメッキする場合には?
- 亜硫酸ガスに対応出来るメッキは?
- 黒染メッキ(処理)と無電解ニッケルメッキとの摺動性に関する相性は?
- 無電解ニッケルメッキとステンレスの摩擦で電食は発生するのか?
- ボルトとナットにかじり現象が発生している場合、無電解ニッケルメッキは有効か?
- 無電解ニッケルメッキにてかじり現象は解消出来るのか?
- Fe-Niメッキへ無電解ニッケルメッキは可能か?
- リン青銅にニッケルメッキや無電解ニッケルメッキは可能か?
- アルマイト加工(処理)と無電解ニッケルメッキの違いは?
- ADC12に導電性を付与したい場合のメッキは?
- 鉄パイプ内に最適なメッキは何か?
- ADC12にアルマイト加工(処理)や無電解ニッケルメッキは可能か?
- 梨地処理後に無電解ニッケルメッキした場合の表記方法は?
- クロムメッキにてアルミニウムを鏡面に出来るのか?
- 無電解ニッケルメッキの溶融点は?
- 真鍮に電気ニッケルメッキや無電解ニッケルメッキは可能か?
- ニッケルメッキしたものをスポット溶接すると溶接が弱くなるのは?
- ニッケルメッキや無電解ニッケルメッキは酸化するのか?
- 止まりのタップ穴内部まで無電解ニッケルメッキは処理出来るのか?
- ステンレスに均一なニッケルメッキは可能か?
- 電気ニッケルメッキの膜厚の均一性は?
- ニッケルメッキと無電解ニッケルメッキの厚みは?
- ステンレスの容器に塩やコショウを入れるために適したメッキは?
- 無電解ニッケルメッキはエロージョンに対して効果はあるのか?
- 無電解ニッケルメッキ後の熱処理時間は?
- 真鍮に無電解ニッケルメッキ後、白い色ムラが発生する原因は?
- 表面を粗さを荒くした無電解ニッケルメッキをしたい場合には?
- 無電解ニッケルメッキ後にざらつきが発生しているのは?
- ni-pメッキとは?
- 無電解ニッケルメッキ後にベーキング処理をすると寸法は変化するのか?
- 無電解ニッケルメッキの耐熱温度は?
- 無電解ニッケルメッキと反応してメッキが剥がれる物質は?
- 無電解ニッケルメッキをビスマスタイプにするとターン数増加で皮膜が割れるのは?
- ニッケルーリンメッキ中の光沢剤が水中での防食作用を低下させる原理は?
- ポーラス金属は焼結もしくは発泡式製法のものに無電解ニッケルメッキは可能か?
- 無電解ニッケルメッキの最小膜厚は?
- 形状が複雑なアルミ製品へ部分的に無電解ニッケルメッキをしたいが可能か?
- 真空、プラズマ環境の厳しい条件でニッケルの含有量が高いメッキは?
- 無電解ニッケルメッキ皮膜の耐食性について詳しく教えて欲しい
- 無電解ニッケルメッキの水素脆性対策は?
- アルミニウム上への無電解ニッケルメッキのターン数を伸ばすことは可能か?
- 無電解ニッケルメッキの一部を剥離させて再メッキは可能か?
- 無電解ニッケルメッキ液にはんだがメッキ液中に溶出すると問題はあるのか?
- 無電解ニッケルメッキの厚みはどの程度が一般的なのか?
- SUSに真空焼入れをしてメッキして摺動させたら剥離する原因は?
- クロムーモリブデン鋼素材上に無電解ニッケルメッキを処理したが部分的密着不良が発生している原因は?
- アルミウムへ無電解ニッケルメッキをしたら剥離する原因は?
- ケイ素含有鉄素材へ無電解ニッケルメッキをすると密着不良が発生する原因は?
- ゴム付きの鉄素材で無電解ニッケルメッキが析出不良を起こす原因は?
- 電気ニッケルメッキ上に無電解ニッケルメッキをすると膨れが発生する原因は?
- SUSに無電解ニッケルメッキしたし超音波洗浄をすると徐々に黒く変色していく原因は?
- 無電解ニッケルメッキがされている場合の見分け方は?
- 無電解ニッケルメッキを英語では、なんというのか?
- 食品関係器具に無電解ニッケルメッキを使われた実績はあるのか?
- 鋳物への無電解ニッケルメッキが困難な理由は?
- 無電解ニッケルメッキ表面にシミが残る原因は?
- 電気ニッケルメッキと無電解ニッケルメッキの電気抵抗値は?
- 磁気を残したまま、無電解ニッケルメッキをしたい場合は?
- 無電解ニッケルメッキの熱処理による磁化とは?
- 無電解ニッケルメッキは二酸化炭素に耐性はあるのか?
- 飲料系液体で無電解ニッケルメッキに錆びが発生した原因は?
- 無電解ニッケルメッキが水道水にて黒く変色する原因は?
- 無電解ニッケルメッキした製品を液化窒素に浸漬した場合は?
- 無電解ニッケルメッキ後に梨地処理をすると剥がれる原因は?
- 硫黄快削鋼上に無電解ニッケルメッキをするとムラが発生するのは?
- 無電解ニッケルメッキに適した材料は?
- 無電解ニッケルメッキの遅れ破壊は発生するのか?
- 無電解ニッケルメッキ皮膜の比熱は?
- 無電解ニッケルメッキを25μm厚で処理するとピットが発生するのか?
- アルミニウムに無電解ニッケルメッキをすると黒く変色し剥離する原因は?
- 銅素材に対する無電解ニッケルメッキをする場合、ニッケルストライクは必ず必要か?
- 無電解ニッケルメッキとクロムメッキで剥離しにくいメッキはどちらか?
- 快削黄銅素材上に無電解ニッケルメッキをすると析出不良が発生するのは?
- pH5程度の水が付着したままの無電解ニッケルメッキの防錆力は?
- 鋳物に無電解ニッケルメッキをしても腐食するので対策したい場合は?
- 焼入れした製品に無電解ニッケルメッキをしても錆びが発生する原因は?
- 焼結合金や鋳鉄などへ無電解ニッケルメッキをすると黒い染みの発生する原因は?
- 無電解ニッケルメッキの膜厚管理と剥離方法は?
- 無電解ニッケルメッキの記号を「MF」で表す場合には?
- 材質が異なる製品に無電解ニッケルメッキをした場合、同じ膜厚でも色合いは異なるのか?
- 無電解ニッケルメッキの結晶化による自発磁化のメカニズムは?
- 無電解ニッケルメッキ皮膜の硬度は?
- 無電解ニッケルメッキ皮膜が剥がれ、ベルト面が黒くなる原因は?
- 無電解ニッケルメッキの耐食性は優れているのか?
- S50Cを研磨した製品に無電解ニッケルメッキをすると腐食する原因は?
- A2000系の材質に無電解ニッケルメッキをした場合の密着性は?
- 無電解ニッケルメッキの剥離方法は?
- 真鍮製品の穴の中に無電解ニッケルメッキは可能か?
- FC250の鋳肌面に無電解ニッケルメッキをすることで耐食性は確保出来るのか?
- パイプ内径に無電解ニッケルメッキをしたいがコストが高い要因は?
- プラズマ溶接された周囲で、無電解ニッケルメッキが膨れる原因は?
- 無電解ニッケルメッキでマスキング処理をする場合にリスクはあるのか?
- 硬度の高い無電解ニッケルメッキをしたい場合の方法は?
- ガラス上のITOに対して無電解ニッケルメッキの試作メッキは可能か?
- 無電解ニッケルメッキとコンクリートとの相性は?
- 無電解ニッケルメッキのビリとは?
- 鋳物に無電解ニッケルメッキをすると塩水噴霧試験で3時間で腐食する原因は?
- 無電解ニッケルメッキの硬度を上げるためには素材の制約があるのか?
- 無電解ニッケルメッキ皮膜に100%オゾンを流すと酸化膜が出来るのか?
- 製品の先端だけに、無電解ニッケルメッキをしたい場合には?
- 無電解ニッケルメッキ後のクロム酸処理は必要か?
- 無電解ニッケルメッキに木材が付着すると黒く変色する原因は?
- 無電解ニッケルメッキ後にベーキング処理した場合の硬さの変化は?
- 塗装上への無電解ニッケルメッキは可能か?
- 無電解ニッケルメッキを曲げたり叩いたりすると剥がれる原因は?
- アルミダイカストへニッケルメッキした場合の密着性は?
- 無電解ニッケルメッキ後は、マグネットで接着しないのか?
- 非磁性で膜厚20μm以上の寸法精度が良いメッキは?
- 無電解ニッケルメッキ後の硬度測定の荷重は?
- アルミ鋳物に無電解ニッケルメッキすると巣穴範囲が広くなる原因は?
- 無電解ニッケルメッキ後の光沢がばらつくのは?
- 図面上△指定の製品に無電解ニッケルメッキはつきにくいのか?
- 無電解ニッケルメッキした製品のM3部分から腐食する原因は?
- 無電解ニッケルメッキの表示記号は?
- 無電解ニッケルメッキは鉛が含有するのか?
- アルミニウムに無電解ニッケルメッキ後、70℃にて変色する原因は?
- 無電解ニッケルメッキは耐オゾン性があるのか?
- 無電解ニッケルメッキにて不向きな形状とは?
- 無電解ニッケルメッキの皮膜均一性は?
- 無電解ニッケルメッキをしたダクタイル鋳鉄の耐薬品性は?
- 無電解ニッケルメッキの特徴は?
- 光沢のある無電解ニッケルメッキは可能か?
- 耐食性を目的とした場合に無電解ニッケルメッキの膜厚はどれくらい必要か?
- 無電解ニッケルメッキで撹拌が届きにくい穴へのつきまわり性は?
- UVランプ付近で使用する部分に無電解ニッケルメッキだと問題が有るのか?
- 無電解ニッケルメッキ後にザラが出た原因は?
- パイプ内に無電解ニッケルメッキを処理することは耐食性を確保する意味では有効か?
- 無電解ニッケルメッキの皮膜元素は?
- ENPとは?
- 無電解ニッケルメッキ皮膜はどの時点で不動態化になるのか?
- 無電解ニッケルメッキと接着剤の相性は?
- 無電解ニッケルメッキで鋳物に処理する場合の適性な膜厚は?
- 無電解ニッケルメッキの膜厚精度は?
- 無電解ニッケルメッキの膜厚と硬度の関係は?
- 無電解ニッケルメッキ皮膜を300℃に熱すると防錆能力はどうなるのか?
- 無電解ニッケルメッキには、必ずリンが必要なのか?
- バフ研磨後に無電解ニッケルメッキした場合の表面は?
- 無解ニッケルメッキに含まれるリンとボンディング性の関係は?
- アルミニウムに無電解ニッケルメッキをすると不良がでる原因は?
- ユニクロメッキは潤滑油に耐性があるのか?
- 無電解ニッケルメッキで発生したピンホールから腐食はするのか?
- 鋳物への無電解ニッケルメッキは薄膜で耐食性は確保出来るのか?
- 鉛フリーに対応していない無電解ニッケルメッキ皮膜中の鉛含有量とは?
- どのような環境で無電解ニッケルメッキは剥離するのか?
- アルミダイカストに無電解ニッケルメッキをした場合の変色防止処置にはどのような方法があるのか?
- 焼結材へ無電解ニッケルメッキをしても錆びる原因は?
- 700℃の環境下で無電解ニッケルメッキは使用出来るのか?
- 無電解ニッケルメッキは非磁性になるのか?
- 無電解ニッケルメッキ後に手で触って解るブツブツの物質は?
- 無電解ニッケルメッキは中性洗剤に耐性があるのか?
- イオン交換フィルターで通した水で洗浄したが無電解ニッケルメッキが変色するのは?
- 無電解ニッケルメッキ皮膜がリンの含有率8〜10%で非磁性にならないのは何故か?
- A2000系に無電解ニッケルメッキをすると密着性は低下するのか?
- 光沢が入っている無電解ニッケルメッキは膜厚が薄くなるのか?
- 無電解ニッケルメッキの膜厚を変えた場合の防錆効果は?
- 無電解ニッケルメッキ表面が白濁する場合の原因は?
- 無電解ニッケルメッキは湿度が高いと腐食するのか?
- 無電解ニッケルメッキ後に内径を研削した場合には、剥がれが発生するのか?
- 無電解ニッケルメッキにて非磁性と耐食性を付与したい場合は?
- 無電解ニッケルメッキは真空焼入れした製品には不向きなのか?
- 無電解ニッケルメッキは高湿度下で錆びるのか?
- 無電解ニッケルメッキ後に研磨をすると剥離する原因は?
- 無電解ニッケルメッキにて導電性と防食性を付与することは可能か?
- 無電解ニッケルメッキ後の熱処理で硬度を高くすることは可能か?
- ステンレスにメッキを行うとバネ性が良くなるのか?
- ダイカストに無電解ニッケルメッキ後、白いシミが発生する原因は?
- 無電解ニッケルメッキのターン数とは?
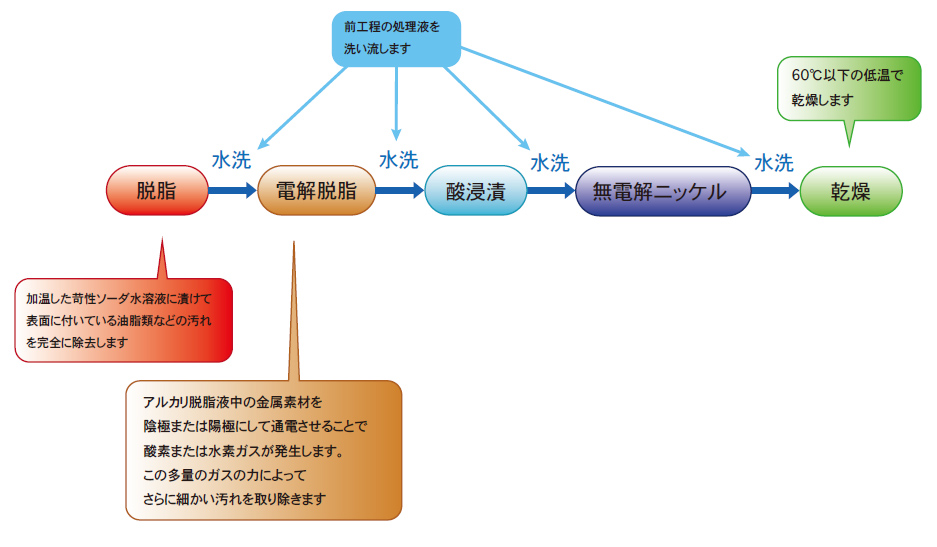
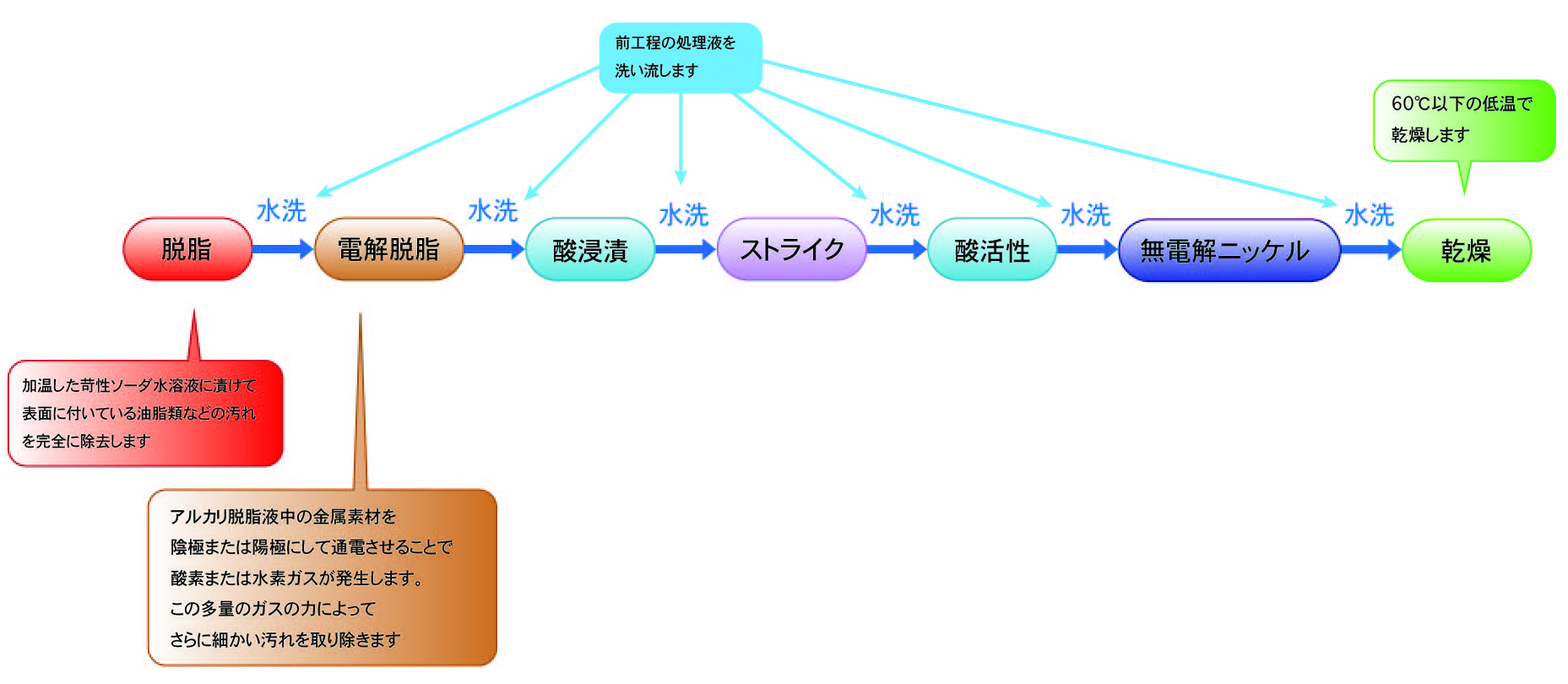
- 無電解ニッケルメッキの工程は?
- 亜鉛メッキの六価クロメートを剥離し無電解ニッケルメッキに変更した場合に問題はあるのか?
- 無電解ニッケルメッキ皮膜は、イオウ、リン、カリウムに溶解するのか?
- 無電解ニッケルメッキとニッケルメッキは透磁率に差異があるのか?
- 無電解ニッケルメッキの製品に塗装をすることは可能か?
- 無電解ニッケルメッキの膜厚は?
- 焼入れした製品へ無電解ニッケルメッキは困難なのか?
- 無電解ニッケルメッキが使用出来る最低温度は?
- 無電解ニッケルメッキ後の変色防止処理はあるのか?
- 快削鋼と無電解ニッケルメッキの相性は?
- 無電解ニッケルメッキとは一層メッキなのか? 多層メッキなのか?
- 無電解ニッケルメッキした製品を飲料水用として使用出来るのか?
- 無電解ニッケルメッキした製品にプラズマ溶接すると周囲でメッキ膜が膨れる原因は?
- 無電解ニッケルメッキの下地に銅メッキは必要なのか?
- 無電解二ッケルメッキを曲げたり、叩いた場合に剥がれるのは?
- 無電解ニッケルメッキ皮膜にシルク印刷をして問題は発生しないのか?
- ダイカスト品に巣穴が発生した状態で無電解ニッケルメッキをすると白いシミが発生してしまう原因は?
- 無電解ニッケルメッキの種類でリンの含有量の差異はあるのか?
- 無電解ニッケルメッキのリン含有量による変化は?
- 鋳物で表面に凹凸がある場合、無電解ニッケルメッキは可能か?
- アルミ鋳物へ無電解ニッケルメッキ後、ベーキング処理すると何か変化があるのか?
- 無電解ニッケルメッキは処理液に触れている部分であればメッキはつくのか?
- SS400とA5056に無電解ニッケルメッキした場合、水道水の耐食性はどちらが優位なのか?
- アルミニウムに無電解ニッケルメッキで多孔質表面にすることは出来るのか?
- 鉛フリーの無電解ニッケルメッキは対応出来るのか?
- 真空中での無電解ニッケルメッキを使用したいが問題ないのか?
- 無電解ニッケルメッキの膜厚硬度を測定するときの荷重は?
- 無電解ニッケルメッキの電気的特性においてメリットとデメリットは?
- 無電解ニッケルメッキが帯磁する原因は?
- 無電解ニッケルメッキ後にベーキング処理すると皮膜は磁性になるのか?
- アルミダイカストに無電解ニッケルメッキをすると変色する原因は?
- 無電解ニッケルメッキをした場合に皮膜は均一につくのか?
- 無電解ニッケルメッキ後にJIS記載のベーキング処理は必要か?
- 無電解ニッケルメッキとカニゼンメッキとの違いは?
- 無電解ニッケルメッキはニッケルとリンが析出するのか?
- ステンレス上の無電解ニッケルメッキ皮膜を一部だけ剥離したい場合は?
- アルミニウム上に処理した無電解ニッケルメッキの剥離方法は?
- 無電解ニッケルメッキをすることで面粗さは変化しないのか?
- 無電解ニッケルメッキ後に膨れが発生した原因は?
- 無電解ニッケルメッキとアルミニウム材との間では電食が発生するのか?
- 無電解ニッケルメッキは電気ニッケルメッキよりも変色するのか?
- 無電解ニッケルメッキの方法は?
- 無電解ニッケルメッキ後、茶色のしみが発生する原因は?
- 治具に無電解ニッケルメッキがつかないようにする方法はあるのか?
- 無電解ニッケルメッキに鉛は含有するのか?
- アルミニウムに無電解ニッケルメッキをする場合の工程は?
- 無電解ニッケルメッキにカドミウムは含有しているのか?
- 無電解ニッケルメッキ後に溶接した箇所の耐食性と剥離の関係性は?
- 無電解ニッケルメッキの耐食性は膜厚と関係するのか?
- 溶接した隙間から無電解ニッケルメッキに錆が発生した原因は?
- 高周波焼入れした製品に無電解ニッケルメッキで硬度を上げることは可能か?
- 無電解ニッケルメッキは非磁性?
- 電気ニッケルメッキと無電解ニッケルメッキの膜厚のばらつきは?
- 亜鉛メッキを剥離して無電解ニッケルメッキにすることは可能か?
- 電気ニッケルメッキ、無電解ニッケルメッキのボンディング性は?
- 電解ニッケルメッキ、無電解ニッケルメッキの膜厚は?
- 無電解ニッケルメッキは皮膜が剥がれると素材は腐食するのか?
- 無電解ニッケルメッキは水グリコール系作動油に耐性があるのか?
- アルミニウムへ面粗さが平滑で皮膜が均一なメッキをしたい場合は?
- 無電解ニッケルメッキはガソリンの中で使用する出来るのか?
- 電磁軟鉄棒への防錆メッキは何が良いのか?
- 無電解ニッケルメッキはRoHS指令に抵触するのか?
- 無電解ニッケルメッキの高中低とは?
- 無電解ニッケルメッキの耐用年数は?
- ワイヤーボンディングが可能な鉛フリーのニッケルメッキはあるのか?
- 無電解ニッケルメッキ皮膜の化学成分の定義は?
- 無電解ニッケルメッキの等級は?
- 無電解ニッケルメッキ後の外観試験は?
- 無電解ニッケルメッキ後に熱処理をする意味は?
- 無電解ニッケルメッキの硬度は?
- ニッケル化学メッキとは?
- 化学メッキとは?
- 無電解浴のターン数とは?
- アルミ鋳物に無電解ニッケルメッキした場合の巣穴は無くなるのか?
- 無電解ニッケルメッキ皮膜の電荷は+か−なのか?
- 無電解ニッケルメッキ皮膜は、90℃のRO水(逆浸透膜)への耐食性はあるのか?
- アルミに無電解ニッケルメッキをした場合の耐薬品性は?
- 熱膨張率の違いによる無電解ニッケルメッキのひび割れは発生しないのか?
- 無電解ニッケルメッキ皮膜は電気を通すのか?
- 無電解ニッケルメッキは高湿度の保管状態で錆びるのか?
- 強度区分10.9の六角ボルトへ無電解ニッケルメッキをすることが出来るのか?
- 無電解ニッケルメッキ皮膜のイソプロピルアルコール対する耐薬品性は?
- A2011とA2017に無電解ニッケルメッキをした場合の密着性は?
- ネジ部に無電解ニッケルメッキをしても嵌め合いには問題ないのか?
- 無電解ニッケルメッキは低温環境でも使用出来るのか?
- 無電解ニッケルメッキ後にクロムメッキは可能か?
- 鉛フリー無電解ニッケルメッキの皮膜特性は?
- 無電解ニッケルメッキ後の表面粗さは?
- 無電解ニッケルメッキにおける亜鉛置換の目的は?
- 無電解ニッケルメッキ後の熱処理と磁性になるが何が作用しているのか?
- 無電解ニッケルメッキ後に表面が綺麗にならず白く曇っている原因は?
- 無電解ニッケルメッキ後のクロム酸処理について代替え処理はあるのか?
- 無電解ニッケルメッキの処理温度は?
- アルミに無電解ニッケルメッキした場合の耐薬品性はあるのか?
- 鋳物製品に無電解ニッケルメッキをしたいが、既に腐食が始まっている場合は?
- 鋳造品に無電解ニッケルメッキをすると錆が発生する原因は?
- 溶接構造物に無電解ニッケルメッキをすると隙間から錆が発生する原因は?
- 硬質クロムメッキを無電解ニッケルメッキに変更した場合の硬度は?
- 無電解ニッケルメッキには6価クロムが入ってるのか?
- 黒染メッキを無電解ニッケルメッキに変更したい場合は?
- アルミニウムにクラックが発生しにくいメッキは?
- 無電解ニッケルメッキ層におけるニッケル成分の含有率は?
- バフ研磨後に無電解ニッケルメッキをするとどうなるのか?
- 無電解ニッケルメッキ皮膜の元素は?
- ステンレスに無電解ニッケルメッキをしたが、黒く変色する原因は?
- 溝部だけに無電解ニッケルメッキをしたい場合は?
- 無電解ニッケルメッキの面粗度指定は出来るのか?
- 無電解ニッケルメッキの図面表示記号は?
- 無電解ニッケルメッキの取り扱いに関する注意事項は?
- 無電解ニッケルメッキの熱処理と非磁性の関係は?
- セラミックに導通性のあるメッキをしたい場合には?
- ステンレスに無電解ニッケルメッキをして導通性を高めることは可能か?
- 有色クロメートと無電解ニッケルメッキの価格の違いは?
- 無電解ニッケルメッキは寸法精度を維持出来るのか?
- 次亜塩素酸ナトリウム環境下での硬質クロムメッキと無電解ニッケルメッキのどちらが良いのか?
- 硬質クロムメッキと無電解ニッケルメッキは硬度が異なるのか?
- 無電解ニッケルメッキの変色の防止をしたい場合には?
- 膜厚が薄くても防錆力のあるメッキは?
- 水中で使用する場合に精度のあるメッキをしたい場合には?
- 無電解ニッケルメッキ皮膜は、耐酸性と耐アルカリ性はあるのか?
- 耐オゾンに腐食酸化しない無電解ニッケル系のメッキは?
- B-in処理は素材へダイレクトにメッキするのか?
- 無電解ニッケルメッキの耐薬品性は?
- nipメッキとは?
- BeCuの耐摩耗性を高めるためのメッキは?
- 摺動部品に耐摩耗性を付与させたい場合は?
- 無電解ニッケルメッキの社内表記と中国表記の違いは?
- 無電解ニッケルメッキの記号をMFで表す場合は?
- VA目的での硬質クロムメッキの代替えメッキを探しているが良いメッキはあるか?
- Elp-Fe/Niとは?
- CFNi10とは?
- K-Ni1Aとは?
- PNi-P(5u)とは?
- Nip20とは?
- Nip10とは?
- Nip5とは?
- Nip3とは?
- KNとは?
- アルミニウムパイプ材にアルマイトを10μm厚施し、両端をSUS材でフタをしたものを使用していると白い粉が発生する原因は?
- アルミニウムにバフ研磨後、腐食対策用のメッキには何があるのか?
- ni-p3メッキとは、どのようなメッキでしょうか?